Зубофрезерный станок 53А80

Универсальный зубофрезерный станок 53А80 является более современным станком по сравнению с полуавтоматом модели 5К32 и предназначен для нарезания цилиндрических и червячных зубчатых колес повышенной точности. Нарезание производится червячной фрезой методом обкатки или дисковой модульной фрезой методом копирования с единичным делением. Нарезание червячных колес на станке производится червячной фрезой методом радиального врезания.
Главными особенностями станка 53А80 в достижении высоких качественных характеристик являются.
- применяются технологии доводки базовых поверхностей станков до необходимого класса норм геометрической точности,
- устанавливаются новые приводы главного движения инструментального шпинделя и вращения заготовки с максимально короткой кинематической цепью
- все циклы являются многопроходными с возможностью установки индивидуальных параметров для каждого прохода, включая осевой сдвиг фрезы между циклами обработки.
- в цепи аварийной остановки станка обеспечивается использование специальных двух контурных комбинаций по обеспечению безопасности, которые в совокупности обеспечивают категорию остановки 1 по EN 60204–1.
- Технические характеристики.
Класс точности станка 53А80 по ГОСТ 8-82 и 659-78.
НАИМЕНОВАНИЕ ТЕХНИЧЕСКИХ ДАННЫХ | 53А50 | 53А80 | |
Наибольший диаметр обрабатываемого зубчатого колеса (прямозубого), мм. | 500 | 800 | |
Наибольшая длина вертикального перемещения фрезерного суппорта, мм. | 400 | ||
Наибольший модуль обрабатываемых зубчатых колес, мм. | 10 | ||
| Наибольший угол наклона зубьев обрабатываемых колес, град | ±50 | ±60 | |
| Диаметр стола, мм | 560 | 630 | |
Размер конуса отверстия фрезерного шпинделя | Морзе 5 | ||
Наибольший диаметр устанавливаемой червячной фрезы, мм | 200 | ||
| Наименьшее число нарезаемых зубьев | 8 | ||
Наибольшая величина вертикального перемещения суппорта при наибольше диаметре нарезаемого колеса и угле наклона, мм 30° 45° 60° |
230 180 130 | ||
Наибольший диаметр нарезаемого косозубого колеса, мм, при угле наклона: 30° 45° |
400 300 |
500 350 | |
Расстояние между осями стола и фрезы, мм наименьшее наибольшее |
60 350 |
80 500 | |
Расстояние от плоскости стола до оси фрезы, мм: наименьшее наибольшее |
195 595 | ||
Наибольшая величина осевого перемещения фрезы, мм | 100 | ||
Пределы частоты вращения фрезерного шпинделя, об/мин | 40…405 | ||
Число ступней частот вращения фрезы | 16 | ||
Наибольший крутящий момент на шпинделе станка, кН?м | 1,0 | ||
Пределы величин подач, мм/об: вертикальной радиальной |
0,75…7,5 0,22…2.25 | ||
Число ступеней подач | 16 | ||
Ускоренное перемещение, мм/мин: вертикальное суппорта радиальное стола |
530 160 | ||
Диаметры фрезерных оправок, мм | 32, 40 | ||
Наибольшая длина устанавливаемой червячной фрезы, мм | 200 | ||
Питающая сеть тип 3PEN (3PE+N) - напряжение, В - частота тока, Гц |
380В±10% 50Гц±2% | ||
Габаритные размеры станка, мм: длинна ширина высота |
2670 1810 2250 |
2897 1810 2250 | |
Масса станка, кг | 9650 | 10000 | |
Электродвигатель главного движения: мощность, кВт частота вращения, об/мин |
15 1000 |
15 1000 | |
Суммарная мощность установленных на станке электродвигателей, кВт | 23,3 | 23,3 | |
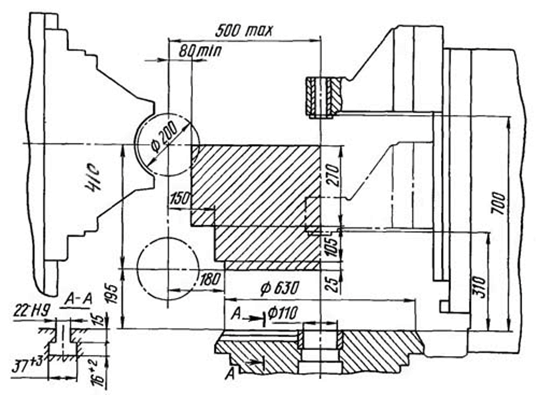
Габариты рабочего пространства
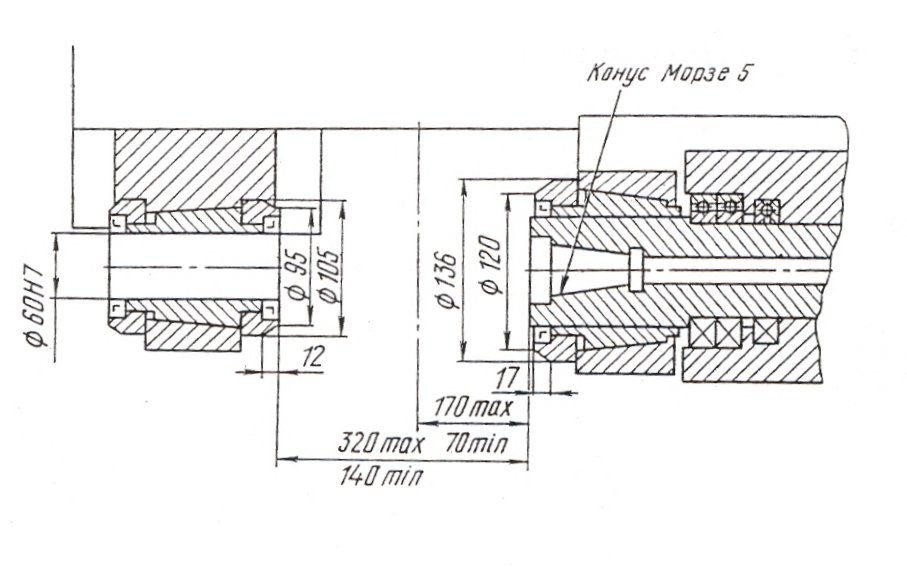
Рабочее пространство инструмента для станка 53А80
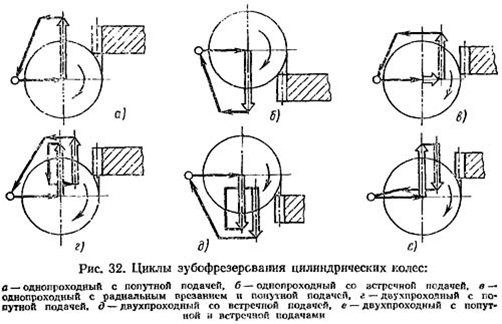
Циклы зубофрезерования цилиндрических колес на станке 53А80
а - однопроходный цикл с попутной подачей
б - однопроходный цикл со встречной подачей
в - однопроходный цикл с радиальным врезанием и попутной подачей
г - двухпроходный цикл с попутной подачей
д - двухпроходный цикл со встречной подачей
е - двухпроходный цикл с попутной и встречной подачами
Установочный чертеж
Фундамент При наличии в цехе бетонного пола толщиной не менее 25?30 см станок можно установить без фундамента. В противном случае необходимо сделать бетонный или кирпичный фундамент согласно установочного чертежа (рисунок 3). Глубина заложения фундамента принимается в зависимости от грунта, но не менее 0,8 метра. Установка станка на 6 клиньях должна быть произведена таким образом, чтобы между его основанием и фундаментом осталось пространство высотой не менее 1см. После этого путем подбивания клиньев станок выверяют по уровню с точностью 0,02 мм на 1000 мм в 2х направлениях. Базой для установки уровня служит плоскость стола и направляющие станины. После выверки под станок подливают бетон и производят предварительную затяжку фундаментных болтов. Через 2-3 дня, когда бетон затвердеет, производят окончательную подтяжку фундаментных болтов, контролируя при этом точность установки станка. | 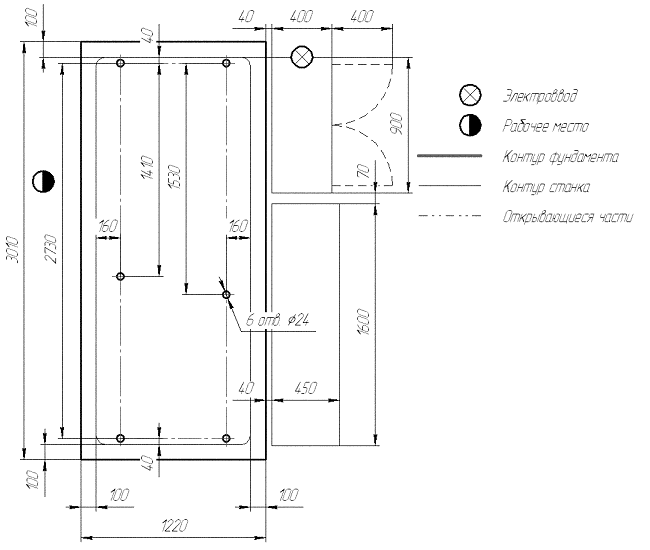 |

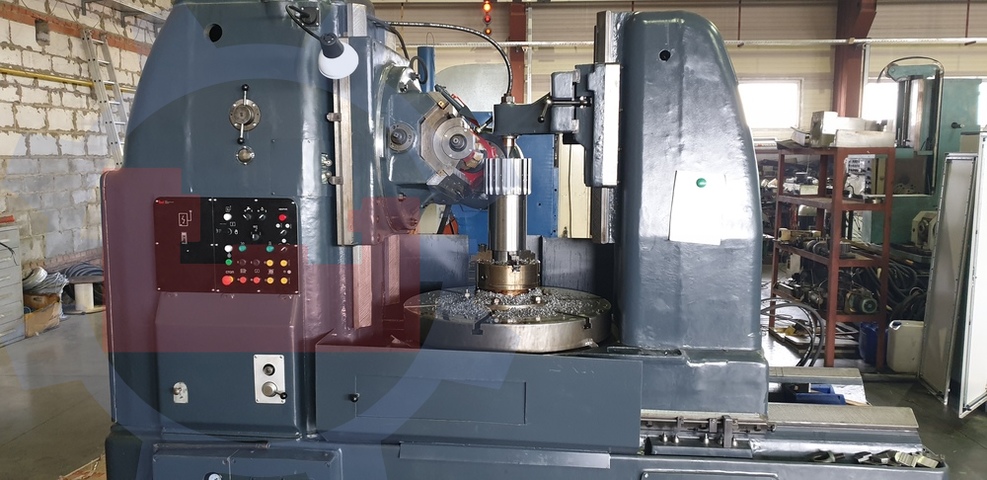
Процесс обработки зубчатого колеса на зубофрезерном станке 53А80

Отправить запрос
В этой же категории
Зубофрезерные станки

Зубофрезерный станок 53А50
Диаметр обработки 500 мм.
Максимальный модуль 12
Управление классическое - ручное.

Зубофрезерный станок 53А11
Диаметр обработки 1250 мм
Максимальный модуль 16
Зубофрезерный станок 5К328А
На станке можно обрабатывать шестерни с максимальным диаметром до 1250 мм.
Максимальный модуль 16.
Станок с очень простым управлением.

Зубофрезерный станок 5А342П
Тяжелый зубофрезерный станок может обрабатывать цилиндрические шестерни максимальным диаметром до 2000мм. Максимальный модуль 24