Горизонтально-расточной станок с ЧПУ 2А622Ф4

НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Станок горизонтально-расточный с числовым программным управлением (ЧПУ) с неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещения, предназначен для консольной обработки корпусных деталей и выполняет следующие технологические операции:
- фрезерование плоскостей, пазов, уступов;
- объемное фрезерование;
- контурное фрезерование плоскостей;
- обработка внутренних и наружных конусов;
- сверление, рассверливание, центрование и зенкерование отверстий;
- растачивание отверстий;
- нарезание резьбы метчиками;
- обточка поверхностей, обработка кольцевых канавок и подрезка торцев при комплектации съёмной планшайбой;
-обработка корпусов с четырёх сторон, а при комплектации угловой фрезерной головкой – с пятой стороны
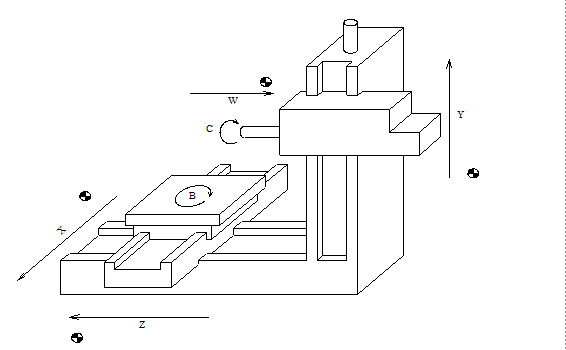
КОМПОНОВКА СТАНКА И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка
- продольно и поперечно-подвижный встроенный поворотный стол;
- вертикально-подвижная шпиндельная бабка с расточным выдвижным шпинделем;
Механика станка
Литая чугунная станина имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости . Четыре комбинированные направляющие перемещения нижних саней : горизонтальные - скольжения (чугун-фторлон), боковые- качения (закаленная сталь – роликовые опоры качения).
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость. Направляющие стойки, по которым перемещается шпиндельная бабка - комбинированные: лицевые скольжения (чугун-фторлон) и боковые качения (закаленная сталь - опоры качения
Рабочий стол с Т- образными пазами центрируется в опоре с прецизионным цилиндро-роликовым подшипником. В центр стола встроен высокоточный датчик для отсчета угла поворота стола. Стабильность и сохранение точности положения поворотного стола обеспечивается гидрозажимами.
Продольное и поперечное перемещение стола происходит по комбинированнымнаправляющим нижних и верхних саней : горизонтальные - скольжения (чугун-фторлон), боковые - качения (закаленная сталь – роликовые опоры качения).
Шпиндельное устройство станка состоит из выдвижного расточного шпинделя повышенной жесткости с системой механизированного зажима инструмента и фрезерного шпинделя, смонтированного на прецизионных роликовых подшипниках. Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления съемных приспособлений.
Плавное и точное перемещение подвижных узлов обеспечивают прецизионные шарико-винтовые передачи.
Для предотвращения повреждений, горизонтальные направляющие станка закрыты телескопическими защитами, вертикальные направляющие перемещения шпиндельной бабки закрыты шторной защитой.
Для защиты от механических повреждений в процессе эксплуатации станка, все кабели и трассы уложены в гибкие траки.
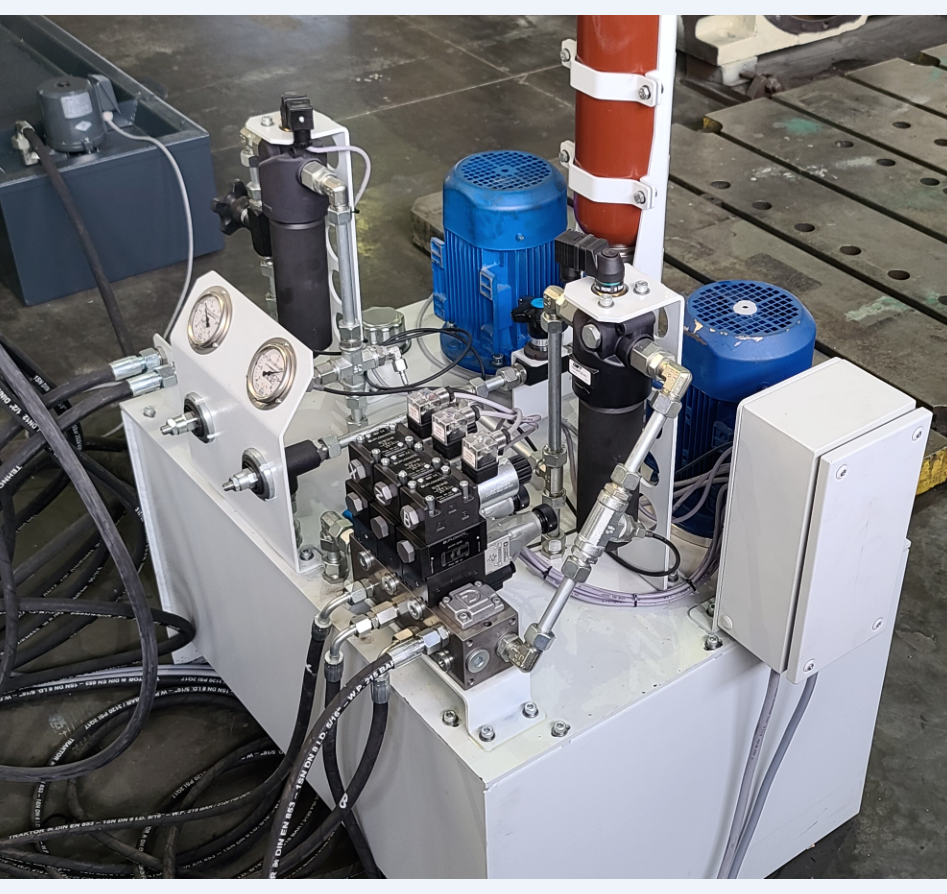
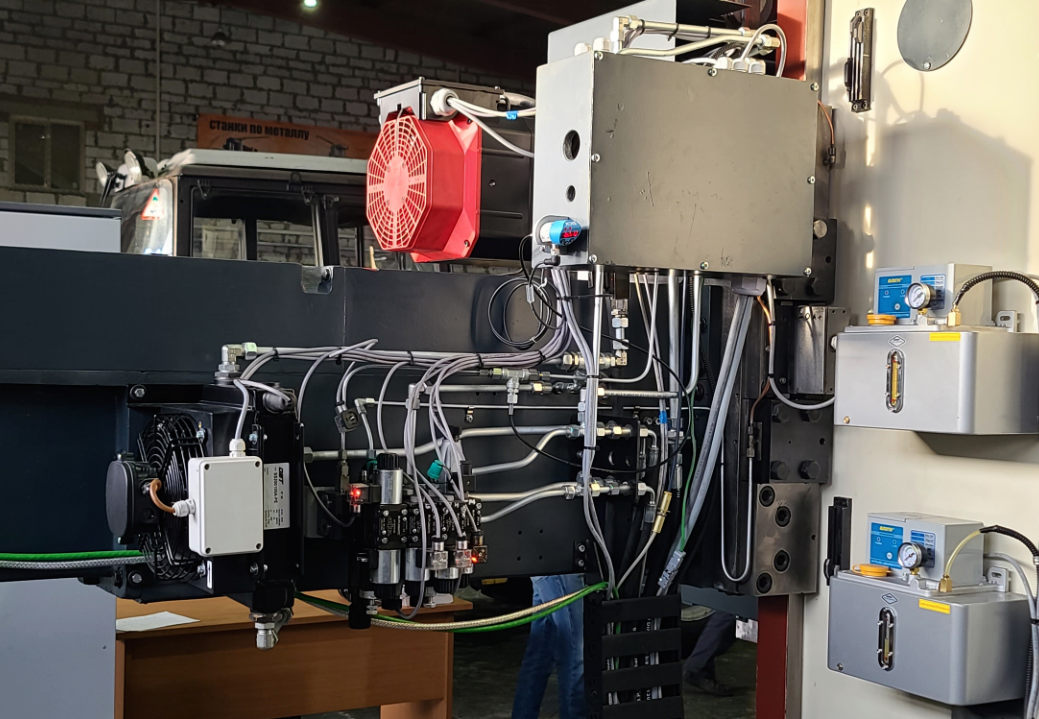
Гидросистема и система смазки
 | 
|
Гидравлическая система полностью автоматизирована и обеспечивает работу клапанов, зажимов.
Замкнутая автоматическая циркуляционная система смазки для смазки направляющих передвижных, подшипников, ШВП и других элементов кинематики станка.
Энергетические источники и агрегаты
Электросхема станка собрана на комплектующих изделиях ведущих отечественных и европейских производителей.
Все электрооборудование станка имеет степень защиты IP54.
Конструкция станка обеспечивает естественное охлаждение всех электрических частей.
Элементы питания, управления, предохранительные элементы электрического оборудования станка размещены в герметичном электрошкафу с системой принудительного охлаждения
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наименование параметров | Данные |
| Размеры рабочей поверхности стола, мм | 1120 х1250 |
| Грузоподъёмность стола, кг | 5000 |
| Диаметр выдвижного шпинделя, мм | 110 |
| Инструментальный конус шпинделя | ISO 50 |
| Зажим / отжим инструмента | механический автоматический |
Наибольшие перемещения ось Х - поперечное перемещение стола, мм ось Z - продольное перемещение стола, мм ось В – поворот стола, град ось Y - вертикальное перемещение шпиндельной бабки, мм ось W- продольное перемещение расточного шпинделя, мм |
1250 1000 360 1000 710 |
| Мощность главного привода, не менее, кВт | 20 |
| Пределы частот вращения шпинделя, об./мин | 4,0 – 1250 |
| Наибольший момент на расточном шпинделе, не менее, Нм | 1450 |
Диапазон рабочих подач: - по осям X, Y, Z, W, мм/мин - по оси В, об./мин |
1 – 6000 1-360 |
Скорость быстрого перемещения: - по осям X, Y, Z, W, мм/мин - по оси В, об./мин |
6000 2,5 |
| Система управления | УЧПУ |
| Количество программируемых координат | 5 |
| Количество одновременно управляемых координат | 4 |
| Система отсчета координат | Фотоэлектрические датчики |
| Дискретность отсчета линейных перемещений, мм | 0,001 |
| Дискретность отсчета круговых перемещений, угл. град | 0,001 |
| Электросеть питания станка | U=380В±40В ; F=50±2Гц |
| Климатическое исполнение | УХЛ 4.1 (NF) ГОСТ 15150-69 |
Габаритные размеры (без приставного оборудовании), мм
|
7600 5500 3300 |
| Масса (без приставного оборудовании), кг | 17000 |
ТОЧНОСТЬ СТАНКА
Класс точности станка по ГОСТ 8-82: Н.
Точность позиционирования линейных координат на длине перемещения 1000мм : + 0,015мм
Точность позиционирования поворотного стола:
- через 90 град.: + 4 угл. сек.
- на произвольный угол, с дискретностью 0,001 угл. град.: ± 10 угл.сек.
УПРАВЛЕНИЕ СТАНКОМ
Управление станком 2А622Ф4 осуществляется устройством числового программного управления (УЧПУ) модели NC400 , производства ф. Балт-Систем (Россия) Станок оснащен переносным пультом управления. Устройство числового программного управления (ЧПУ) управляет следующими координатами: - ось Х – поперечное перемещение стола; - ось Y – вертикальное перемещение шпиндельной бабки; - ось Z – продольное перемещение стола; - ось B – вращение рабочего стола; - ось C – вращение привода шпинделя; - ось W – выдвижение расточного шпинделя, При этом количество одновременно управляемых осей на канал - 4; |  |
СИСТЕМА ОТСЧЕТА КООРДИНАТ
- линейные координаты X, Y, Z – непосредственное отмеривание закрытыми линейными электрооптическими датчиками ЛИР, ф. СКБ ИС (Россия, С.-Петербург)
- линейная координата W - косвенное отмеривание ротационным электрооптическим датчиком ЛИР (СКБ ИС. г. Санкт – Петербург).
- ротационная координата B - отмеривание электрооптическим ротационным датчиком ЛИР ф. СКБ ИС (Россия, С.-Петербург), расположенном непосредственно, на оси вращения стола.
ГИДРОСИСТЕМА И СИСТЕМА СМАЗКИ
Гидравлические компоненты производства ведущих европейских производителей.
Главный гидравлический агрегат в соответствии с КД изготовителя станка. Гидравлические клапана с фиксацией включения (при необходимости) и индикацией подачи напряжения на катушку управления.
Смазка основных движущихся узлов и механизмов станка:
- автоматическая циркуляционная масляная привода шпинделя
- автоматическая масляная от отдельной станции смазки - направляющие передвижных узлов и ШВП.
Отвод и сбор масла после смазки. Возможность регулировки времени смазки. Возможность регулировки аварийного таймера на ответ от смазочных питателей. Индикация сигналов на смазку и ответов от питателей с каждой оси.
ОСВЕЩЕНИЕ
Рабочая зона станка освещена светильником, расположенным на шпиндельной бабке. Кнопки (выключатели) раздельного включения/отключения светильников. Светильник с светодиодными лампами. Конструкция фонаря и место установки исключают нагрев шпинделя и оператора станка, находящегося в зоне наладки (перед шпинделем), световой энергией.
ЦВЕТОВАЯ ОКРАСКА СТАНКА
Низ станка - тёмно синий, верх – светло серый
ПРИЕМКА СТАНКА
Приемка станка в два этапа.
Первый этап - приемка станка производится по протоколу испытаний на испытательном стенде ООО «ТехИнвест» и включает в себя проведение следующих проверок:
- проверка соответствия техническим параметрам, производственному исполнению и укомплектованности станка согласно технического задания и договора;
- контроль функционирования всех режимов станка и работы электроавтоматики;
- проверка геометрической точности и точности позиционирования;
- испытание аварийных защит и блокировок станка;
- контроль нагрева механических и электрических модулей.
Второй этап - приемка станка производится по протоколу испытаний на территории Заказчика и включает в себя повторное проведение проверок первого этапа, а так же изготовление заранее согласованной тестовой детали (детали и инструмент предоставляет Заказчик)
КОМПЛЕКТ ПОСТАВКИ
Базовый комплект поставки:
- Станок модели 2А622Ф4 в сборе.
Поставляется со станком :
- Комплект установочных башмаков;
- Комплект захватных головок к оправкам - 10 штук (по заказу - любое количество);
- Комплект документации на русском языке в составе :
- инструкция по эксплуатации, схема оборудования с указанием агрегатов, механизмов и узлов, а также органов управления;
- техническая докуметация (инструкция) на устройство числового программного управления;
- инструкции по программированию;
- файлы программы PLC на электронном носителе;
- инструкция по техническому обслуживанию станка, карта смазки (схема смазки, периодичность, способы смазки, типы смазочных материалов);
- принципиальная кинематическая, электрическая, гидравлическая, пневматическая (при наличии) и схема системы охлаждения (при наличии);
- спецификация заменяемых деталей;
- задание на изготовление фундамента;
- схема строповки для транспортировки (погрузки-разгрузки) грузоподъемными устройствами с указанием мест строповки, грузозахватных приспособлений, расположения строповочных ветвей и центра тяжести.
- протокол проверки на точность в соответствии с требованиями ГОСТ 2110-93.
ПРИМЕЧАНИЕ.
Дополнительно, по желанию Заказчика могут быть поставлены:
- Система СОЖ (насосная станция СОЖ со встройкой, устройство подачи СОЖ, лотки для сбора СОЖ).
- Защитный экран рабочей зоны на поворотном столе.
- Съёмная планшайба с двумя резцедержателями.
- Направляющая опора шпинделя (длина 300 мм) – удлинитель.
- Переходник для крепления торцовых фрез.
- Комплект оправок, выбираемых по каталогу.
УПАКОВКА И ТРАНСПОРТИРОВКА
Станок (его составные части) транспортируется тентованным автомобильным транспортом.
Временная консервация оборудования осуществляется в соответствии с ГОСТ 9.014.-78.
Прилагаемая к станку документация упаковывается в водонепроницаемую бумагу по ГОСТ 8828-89, герметично упаковывается в пакет из п/э пленки по ГОСТ 10354-82 и помещается в ящик, о чем на ящике делается надпись «Документы». Крепление упаковочных ящиков и оборудования (его) частей гарантирует от повреждения оборудования (его составных частей)
МОНТАЖ, ПУСКОНАЛАДКА И ОБУЧЕНИЕ
Осуществляется монтаж и пусконаладка станка на территории Заказчика (фундамент под станок изготавливается Заказчиком по техническому заданию Поставщика)*
По окончании пуско-наладки станка производится повторные испытания станка по программе испытаний.
Производится инструктаж операторов методикам эксплуатации станка, инструктаж электриков и механиков методикам технического обслуживания станка, диагностике и устранению неисправностей.
*Техническое задание на изготовление фундамента, а также схема строповки для транспортировки (погрузки-разгрузки) с указанием мест строповки, грузозахватных приспособлений, передаётся Заказчику не позднее, чем через 60 (шестьдесят) календарных дней с момента заключения Договора поставки.
СРОК ПОСТАВКИ ОБОРУДОВАНИЯ И ВЫПОЛНЕНИЯ НАЛАДОЧНЫХ РАБОТ
- Срок изготовления станка на площадях ООО «ТехИнвест», составляет 9 месяцев от даты получения авансового платежа.
- Срок проведения работ по шеф-монтажу, пуско-наладке и сдаче станка на территории Заказчика составляет 20 рабочих дней от даты начала их производства.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Продолжительность гарантийного срока эксплуатации станка - 12 месяцев. Начало гарантийного срока исчисляется со дня пуска в эксплуатацию, но не позднее 6 месяцев с момента получения станка Заказчиком.
Гарантия действительна при условии соблюдения норм эксплуатации, указанных в «Руководстве по эксплуатации».

Отправить запрос
В этой же категории
Горизонтально-расточные станки

Горизонтально-расточной станок TOS WH10NC
Станок может быть изготовлен в двух вариантах:
с ЧПУ или УЦИ. Станок имеет рабочий шпиндель 100мм, конус инструментального шпинделя ISO50 с автоматическим зажимом оправок.
Рабочий стол: 1000х1120 мм.

Горизонтально-расточной станок UNION BFT-90 с УЦИ
Диаметр шпинделя 90 мм
Размеры стола 1000x1120 мм

Горизонтально-расточной станок с ЧПУ 2В622Ф4
Размер рабочего стола 1250х1250 мм.
Диаметр шпинделя 125 мм.

Горизонтально-расточной станок с ЧПУ 2А637Ф3
Размер стола 1600х1800 мм
Диаметр шпинделя 160 мм
5 независимых осей

Горизонтально-расточной станок 2А636
Диаметр шпинделя 125мм
Конус шпинделя ISO 50
Размер стола 1600х1800мм
Из особенностей станок имеет радиальный суппорт планшайбу.
Горизонтально-расточной станок UNION BFT-110
Славится своей надежностью и долговечностью

Горизонтально-расточной станок 2А656РФ11
Тяжелый горизонтально расточной станок с подвижной колонной X=3000мм, Y=2500мм
Размер стола 2500х2500 мм.
Станок осанщен индикацией.

Горизонтально-расточной станок с ЧПУ UNION BFP-130/7
Станок имеет подвижную колонну ход по Х=6900мм.
Независимый рабочий стол 2000х1800мм.
Диаметр шпинделя 130мм.