Зубофрезерный станок 5А342П

Зубофрезерные станки модели 5А342 предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Основные данные
НАИМЕНОВАНИЕ ТЕХНИЧЕСКИХ ДАННЫХ | 5А342
| |||
Наибольший диаметр обрабатываемого зубчатого колеса с отведенной назад задней стойкой, мм. | 2000 | |||
Наибольший диаметр обрабатываемого зубчатого колеса с задней стойкой, мм. | 1200 | |||
Наибольшая длина фрезерования прямозубых и косозубых колес, мм. | С вертикальным врезанием | 560 | ||
С радиальным врезанием | 760 | |||
Наибольший модуль обрабатываемых зубчатых колес, мм. | Червячной фрезой | 20 | ||
дисковой фрезой | По стали | 20 | ||
По чугуну | 25 | |||
| Наибольший угол наклона зубьев обрабатываемых колес, град | ±45 | |||
| Диаметр стола, мм | 1800 | |||
Размер конуса отверстия фрезерного шпинделя | Морзе 6 | |||
Наибольший диаметр устанавливаемой червячной фрезы, мм | 300 | |||
Суппорт главный и салазки | ||
диаметр | 300 | |
длина | 500 | |
число ступеней | 25 | |
пределы чисел оборотов, об/мин | 8…125 | |
пределы вертикальных подач | 0,3…15 | |
пределы горизонтальных подач | 0,16…7,7 | |
Прежделы вертикальных подач за оборот дисково фрезы, мм/об.фр. | 0,3…8 | |
Наименьшее число зубьев нарезаемого колеса | 10 | |
салазок в вертикальном направлении | 510 | |
суппортной стойки по станине | 330 | |
салазок в вертикальном направлении | 8,75 | |
суппортной стойки по станине | 5,3 | |
Стол | ||
Рабочий диаметр стола, мм | 1800 | |
Диаметр отверстия в столе | 250 | |
Диаметр делительного червячного колеса | 1650 | |
Число зубьев делительного колеса | 165 | |
Наибольшая допустимая нагрузка на стол, кг | 20000 | |
наименьшее | 150 | |
наибольшее | 1245 | |
наименьшее | 580 | |
наибольшее | 1480 | |
Диаметр центрирующего отверстия стола | 500А3 | |
Привод стола | одночервячный | |
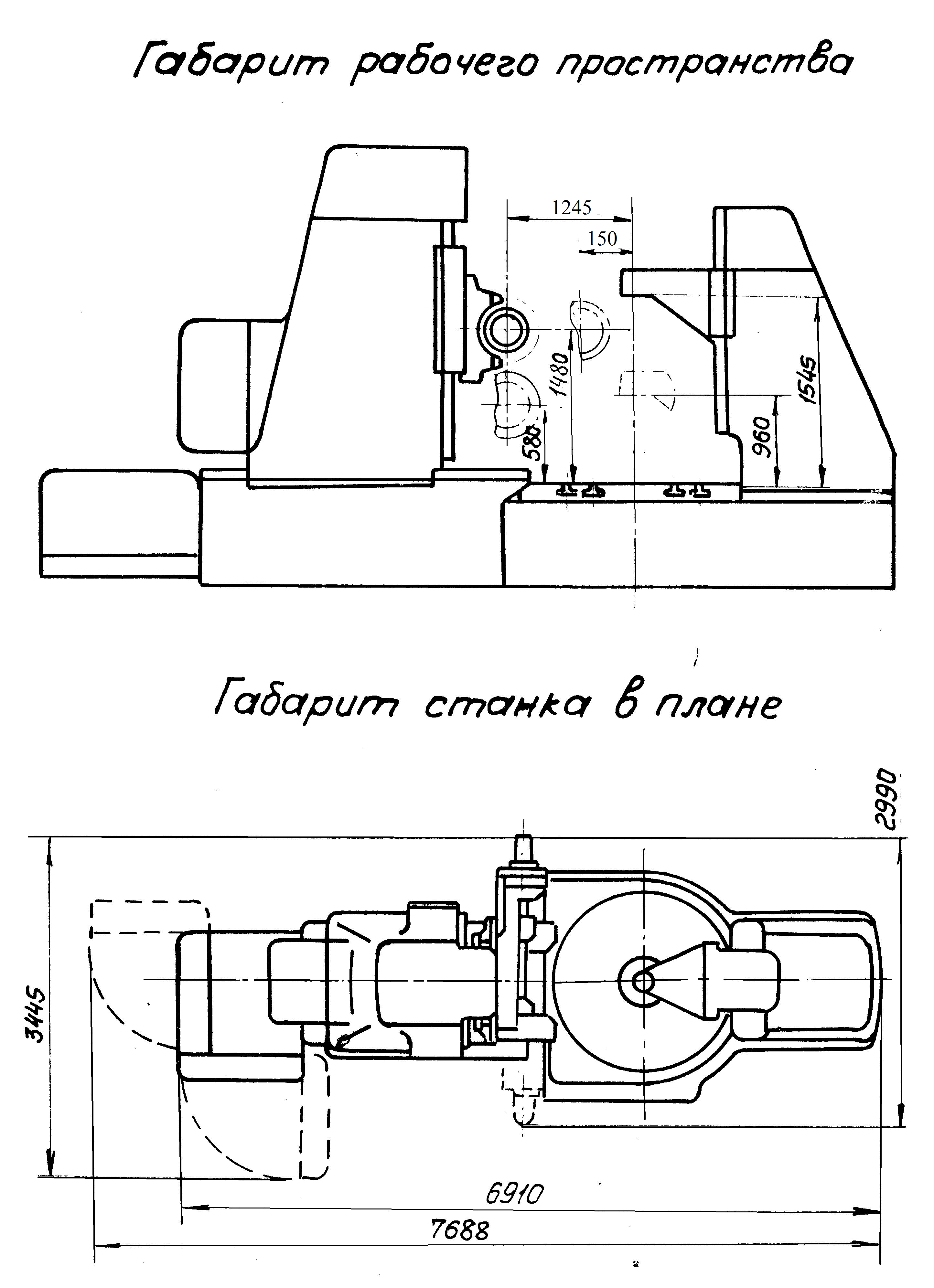
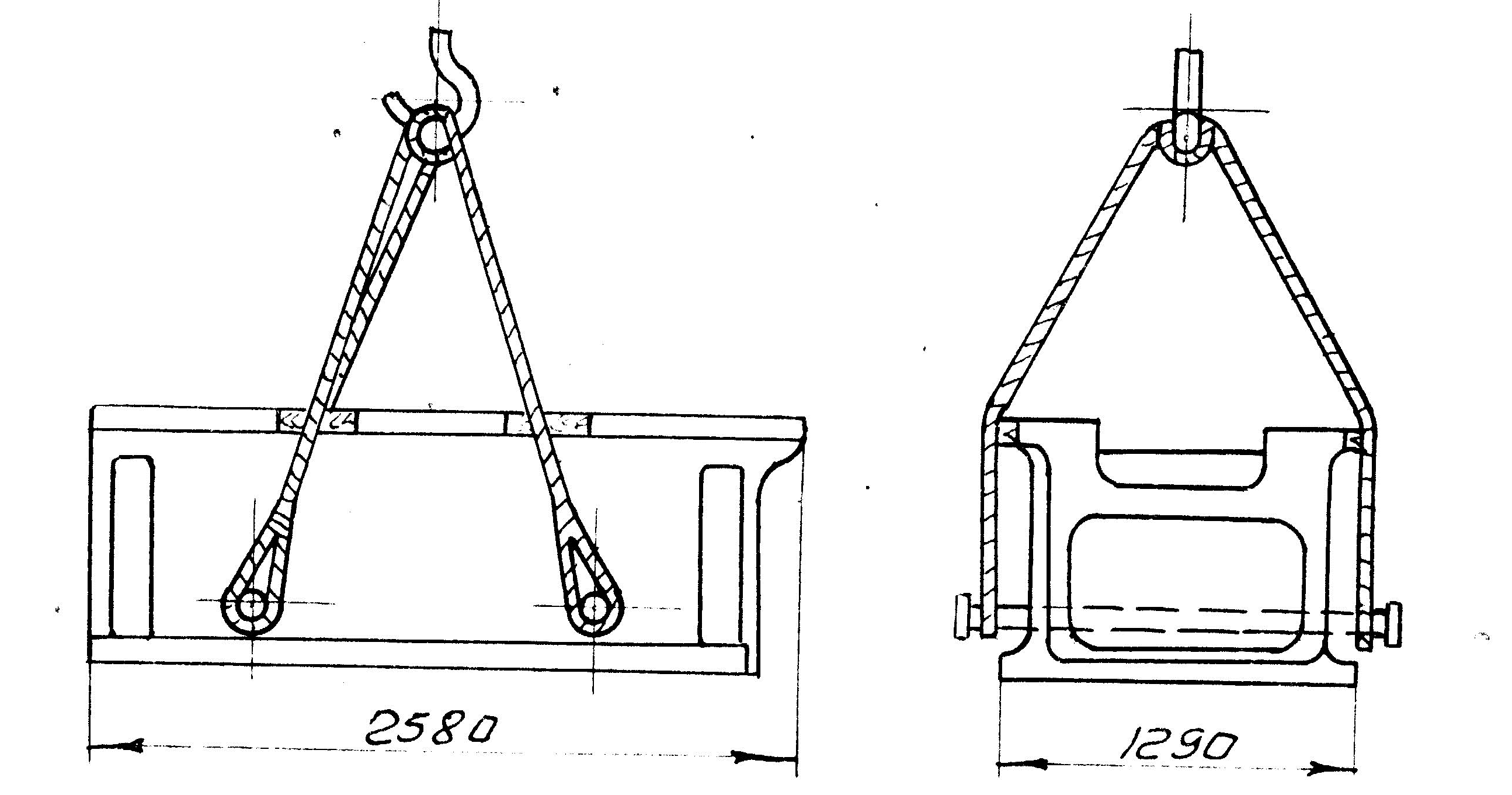
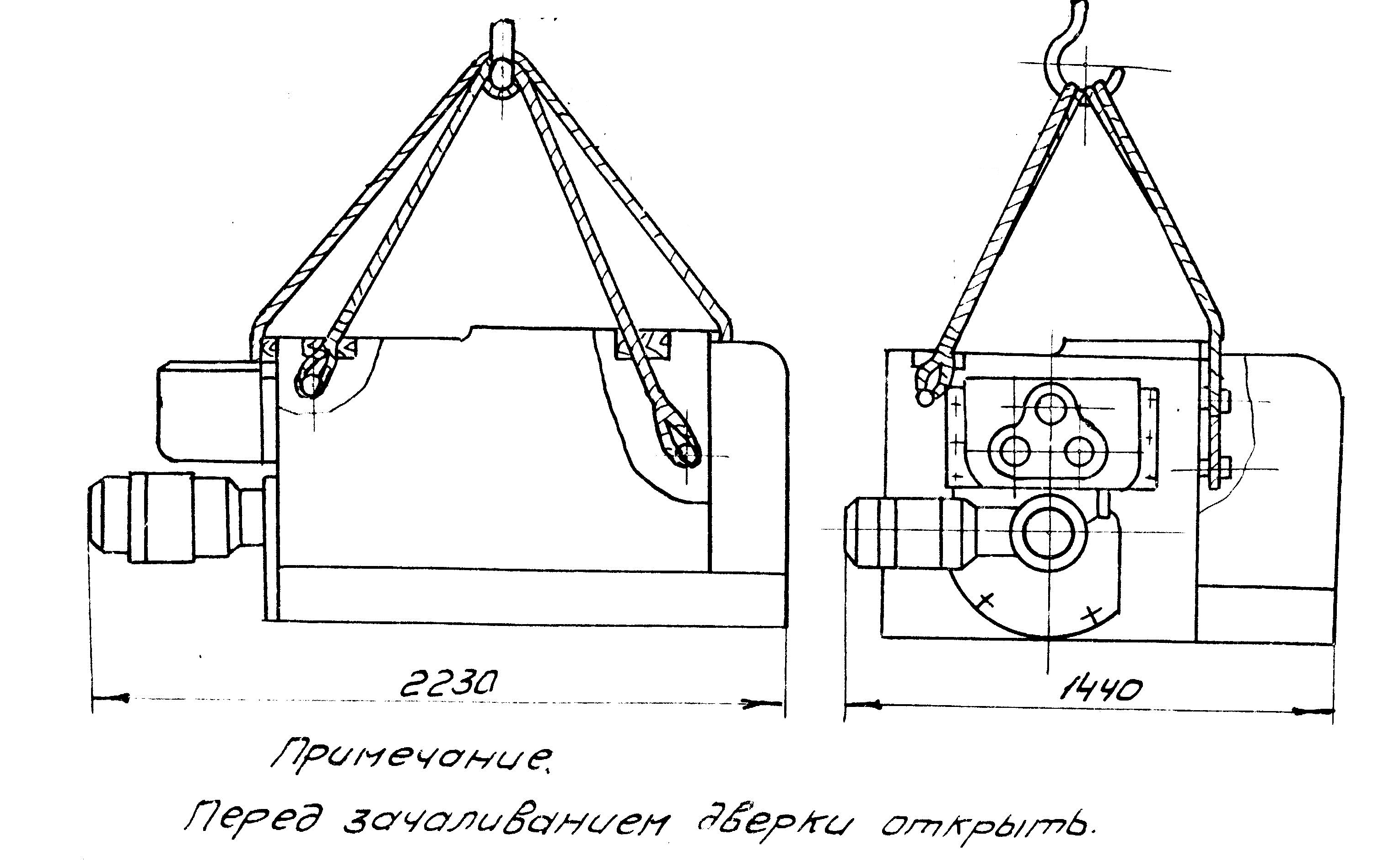
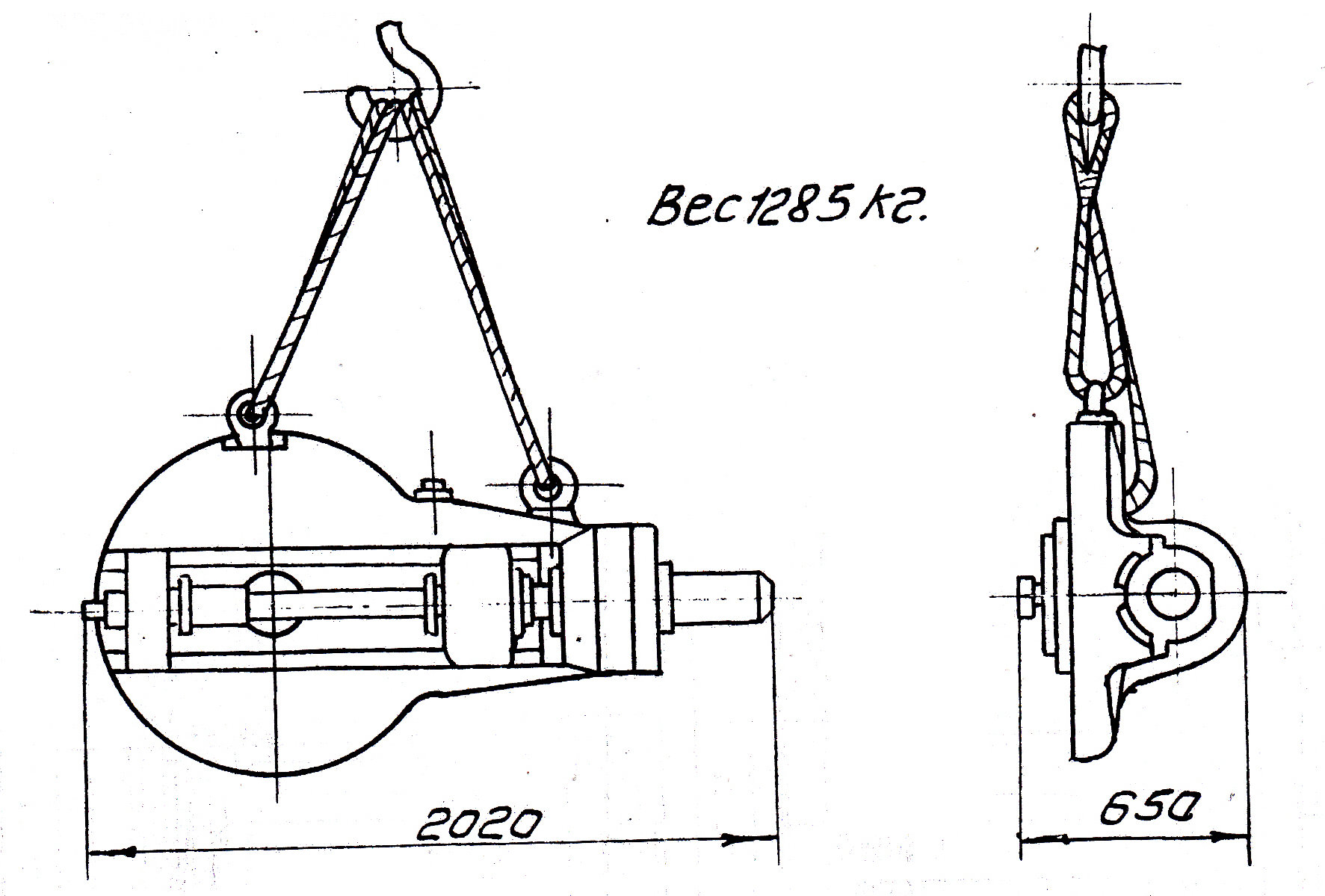
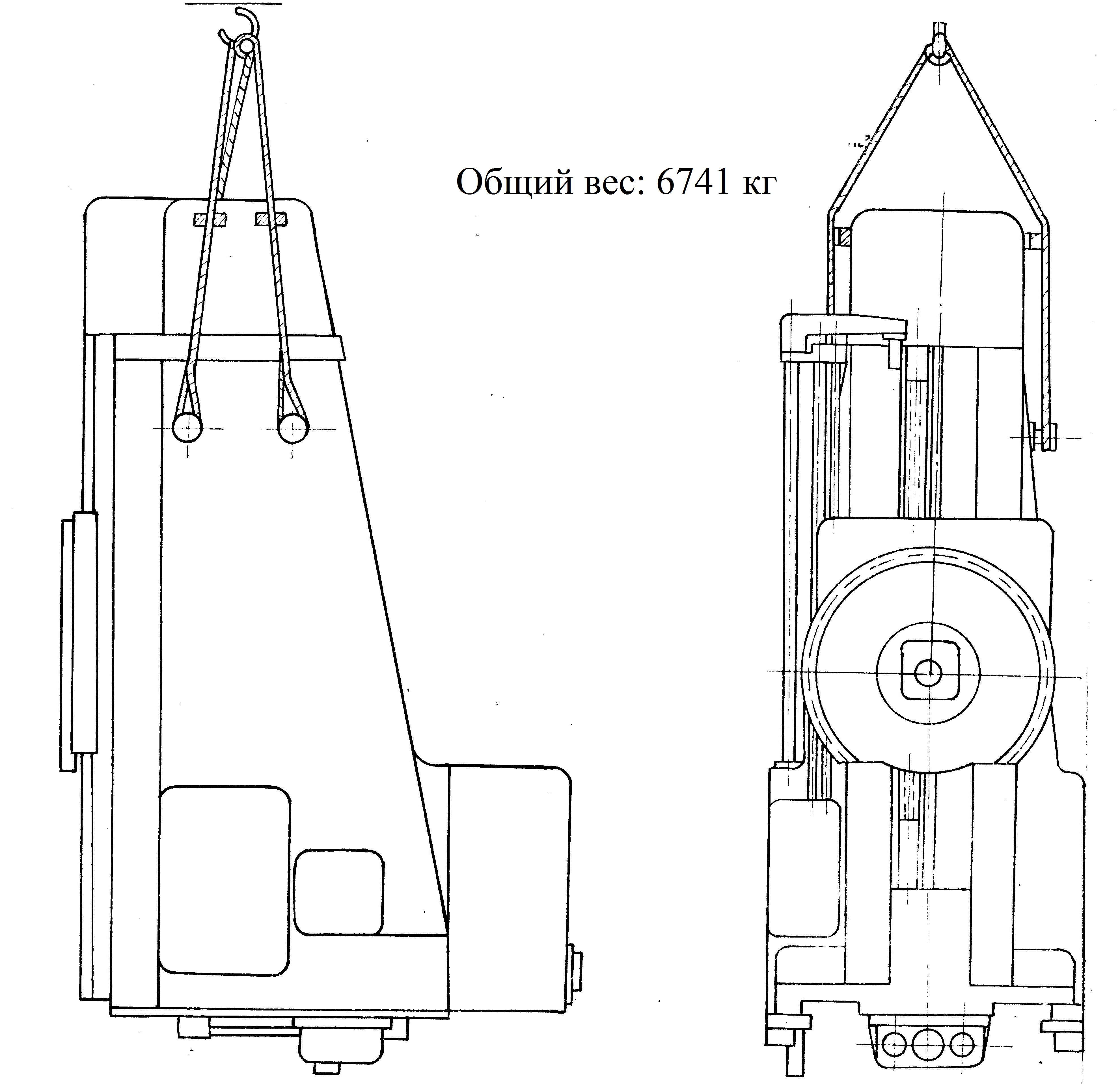
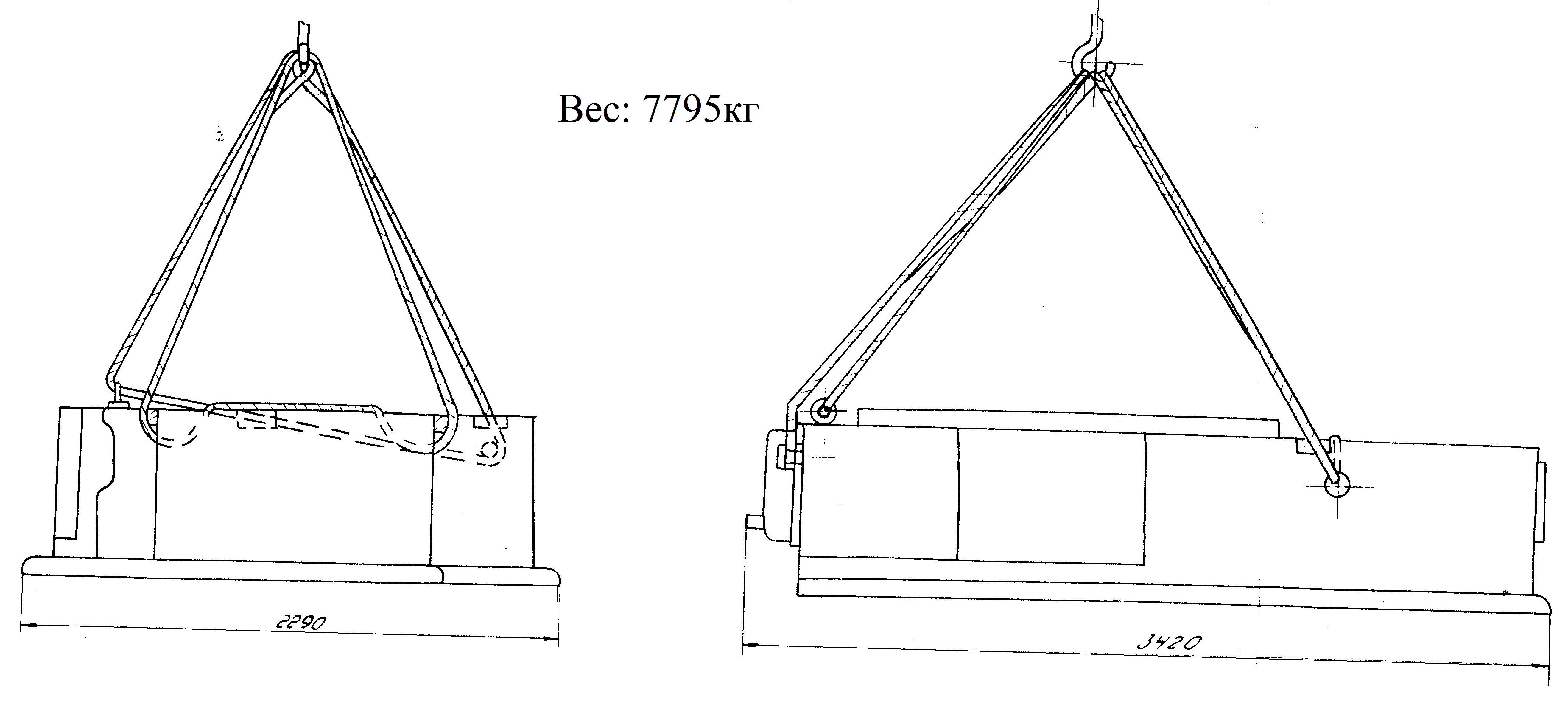
Схема транспортировки станка 5а342п
Фундамент станка 5а342п должен обладать необходимой жесткостью, чтобы избежать вибрации станка во время работы.
От должен покоиться на достаточно прочном грунте и не должен подвергаться действию грунтовых вод.
На дано задание для изготовления фундамента и чертежи закладных частей.
Предварительно фундамент изготавливается до линии Х-Х, после чего он должен выстояться и окрепнуть.
Затем устанавливаются, выверяются и заливаются башмаки.
Только после того, как башмаки выверены, а фундамент достаточно окреп и выстоялся, можно приступить к монтажу станка.
СВЕДЕНИЯ О ПРИЕМКЕ СТАНКА ПО НОРМАМ ТОЧНОСТИ
Испытание станка на соответствие нормам точности по ГОСТ 659-78.
Класс точности “Н”
Проверка точности станка | Метод проверки | Отклонения, мкм | |
|---|---|---|---|
Допускаемое | Фактическое | ||
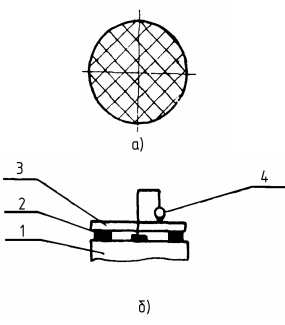
2.2.1 Плоскостность рабочей поверхности стола (планшайбы изделия)
| Контроль с помощью проверочной линейки и измерительного прибора. (рис. б). На проверяемую поверхность стола 1 в 2-х точках заданного сечения устанавливают две регулируемые опоры 2, на которые рабочей поверхностью кладут поверочную линейку 3 так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у ее концов были равны. Измерительный прибор 4 устанавливают на проверяемую поверхность так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен к ней. Измерительный прибор перемещают по проверяемой поверхности вдоль линейки. Измерения производят (в отдельных сечениях) не менее, чем в 8 направлениях, включая два диаметральных сечения. Отклонение от плоскости определяют наибольшей алгебраической разностью показаний измерительного прибора во всех сечениях. |
30 | |
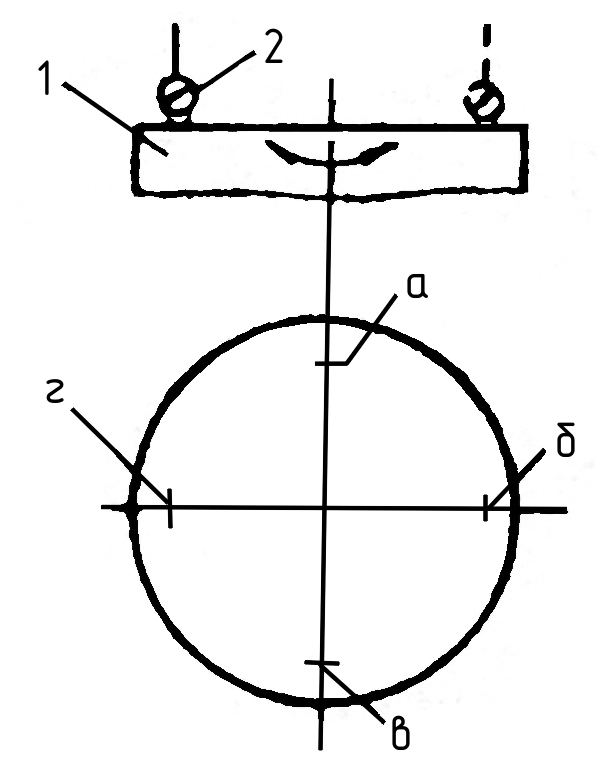
2.2.2. Постоянство положения оси вращения стола а) у рабочей поверхности стола б) на расстоянии L=300 мм
| На столе 1 станка устанавливают регулируемую контрольную оправку 2 с цилиндрической рабочей частью и центрируют ее относительно оси вращения так, чтобы смещение оси оправки составляло примерно четырехкратную величину допуска на проверку. измерительный приборы 3 укрепляют на неподвижной части станка так, чтобы измерительные наконечники касались рабочей части оправки и были направлены перпендикулярно к оси вращения. Измерения производится одновременно двумя измерительными приборами в положениях «в» и «г» (под 900) в плоскостях «а» и «б» при прерывистом или непрерывном вращении стола. Замеры производится не менее чем в восьми угловых положениях стола (через 450) в течение не менее 3 оборотов. Из замеренных значений для каждого углового положения стола вычисляют среднее арифметическое значение отдельно для положений «в» и «г». Для каждой позиции измерения на соответствующих прямоугольных осях координат откладывают вычисленные средние значения показаний измерительных приборов «в» и «г». Из полученных точек проводят линии, параллельные осям координат. Точки пересечения этих линий, соответствующих соседним показаниям измерения, соединяют прямыми. Вокруг полученного многоугольника описывают окружность минимально возможного радиуса и концентрично ей (из того же центра) описывают окружность максимально возможного радиуса. Отклонение от постоянства положения оси вращения стола в каждом сечении (а и б) определяют как разность радиусов описанной и вписанной окружностей.
|
а) 10
б) 20 | |
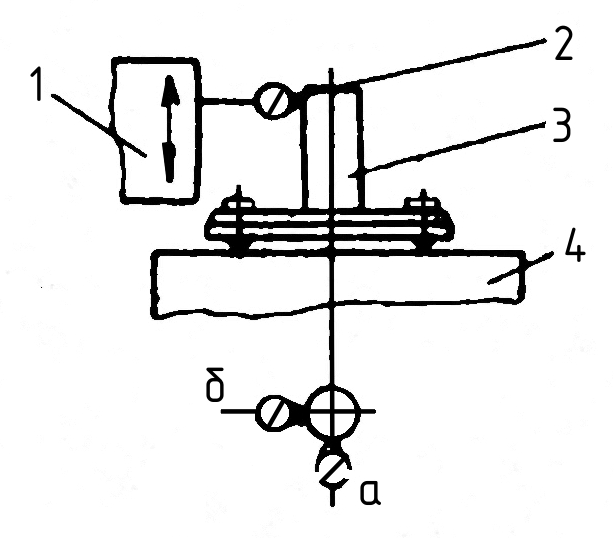
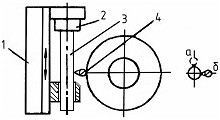
2.2.3. Осевое биение стола.
| На столе станка 1 устанавливают регулируемую контрольную оправку с цилиндрической рабочей частью и центрируют ее относитесь оси вращения так, чтобы смещение оси оправки были максимально возможным. Применяют контрольные оправки 4 (5) с центровым отверстием под шарик 3, центр которого должен располагаться по оси оправки, или с плоским торцем, перпендикулярным к оси оправки. Измерительный прибор 2 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник располагается по оси оправки и касался верхней части шарика или торца оправки у ее центра. При использовании с шариком применяют измерительный прибор с плоским измерительным наконечником. Стол поворачивают не менее чем на два оборота. Оси биение равно наибольшей алгебраической разности показаний измерительного прибора. |
12 | |
2.2.4. Параллельность траектории вертикального перемещения суппорта фрезы оси вращения стола: а) в плоскости, перпендикулярной к направлению перемещения стола и проходящей через ось вращения стола; б) в плоскости, параллельной перемещению стола и проходящей через ось вращения стола. Длина оправки L=400 мм
Допускается наклон стойки только к оси вращения. | На столе 4 станка устанавливают регулируемую контрольную оправку 3, воспроизводя проверяемую ось вращения стола. измерительный прибор 2 укрепляют на суппорте 1 фрезы так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен к ней в плоскостях измерения (а и б). Измерение производят на всей длине суппорта фрезы. Для исключения из результатов измерения отклонения от соосности оси оправки и проверяемой оси измерения производят два раза, для оправку при втором измерении поворачивают на 1800. Проверка производится при крайних и среднем положениях стола или стойки после их фиксирования на направляющих станины. Отклонение от параллельности траектории перемещения в каждом положении оправки равно наибольшей алгебраической разности показаний измерительного прибора. Отклонение от параллельности в каждой плоскости равно алгебраической полусумме двух наибольших алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя изделия на 1800) на всей длине перемещения суппорта фрезы. |
а) 20
б) 25
| |
2.2.5. Торцовое биение рабочей поверхности стола.
| Измерительный прибор 2 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности 1 у периферии и был перпендикулярен к ней. Стол поворачивают не менее, чем на два оборота. Измерения проводят в двух взаимно перпендикулярных плоскостях. В каждой плоскости в двух диаметрально противоположных точках (а, в, б, г), расположенных у периферии стола на равном расстоянии от оси вращения. Измерение торцового биения стола с пазами, крепежными отверстиями или шабреной поверхностью производят при помощи плоской доведенной плитки. Торцовое биение при каждом изменении равно наибольшей алгебраической разности показаний измерительного прибора. За торцовое биение принимают наибольший из результатов измерений в двух плоскостях. |
16 | |
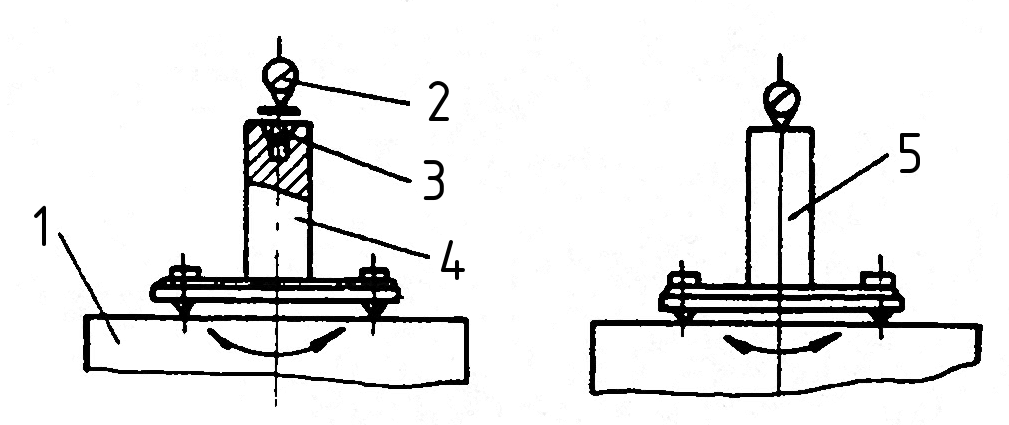
2.2.6. Радиальное биение конического отверстия шпинделя фрезы: а) у торца шпинделя фрезы; б) на расстоянии L=200 мм
| В коническое отверстие шпинделя фрезы 2 плотно вставляют контрольную оправку 1. Измерительный прибор 3 укрепляют на неподвижной части станка так, чтобы измерительный наконечник касался цилиндрической поверхности оправки. перемещение измерительного наконечника должно происходить по перпендикуляру к касательной плоскости, проведенной к проверяемой поверхности, и проходить через ось вращения. Шпиндель поворачивают не менее, чем на два оборота. Для исключения из результатов измерения отклонения от соосности посадочной и цилиндрических поверхностей контрольной оправки измерения производят четыре раза. После каждого измерения оправку поворачивают вокруг оси вращения шпинделя на 900. Радиальное биение в каждом положении оправки равно наибольшей алгебраической разности показаний измерительного прибора. Радиальное биение конического отверстия равно среднему арифметическому результату четырех измерений. |
а) 12
б) 25 | |
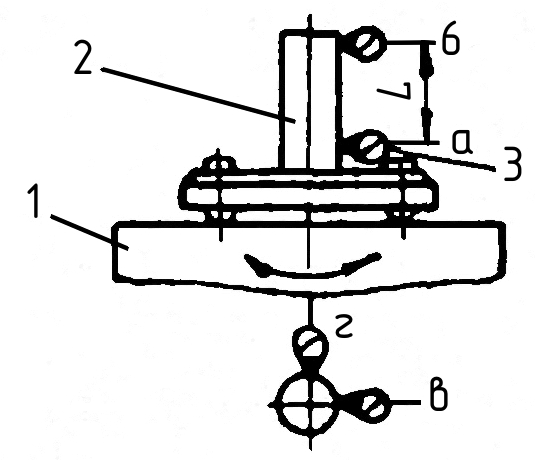
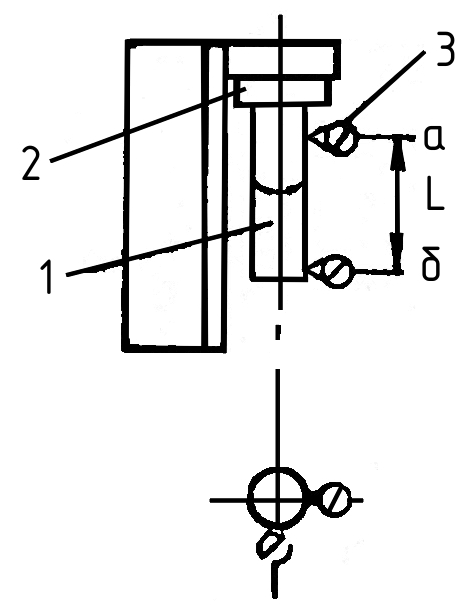
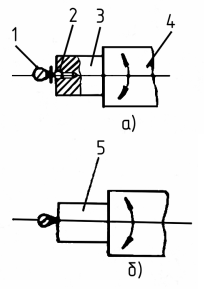
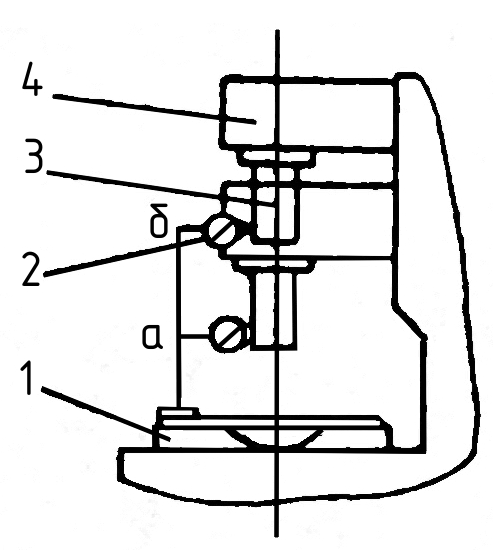
2.2.7. Осевое биение шпинделя фрезы
| В коническое отверстие шпинделя фрезы 4 плотно вставляют контрольную оправку 3 с центровым отверстием под шарик 2, центр которого должен располагаться по оси оправки (рис. а), или оправку 5 с плоским торцем перпендикулярно к ее оси (рис. б). Измерительный прибор 1 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник располагается по оси оправки и касался верхней части шарика или торца оправки у ее центра. При использовании оправки с шариком применяют измерительный прибор с плоским измерительным наконечником. Шпиндель фрезы поворачивают не менее, чем на два оборота. Осевое биение равно наибольшей алгебраической разности показаний измерительного прибора. |
5 | |
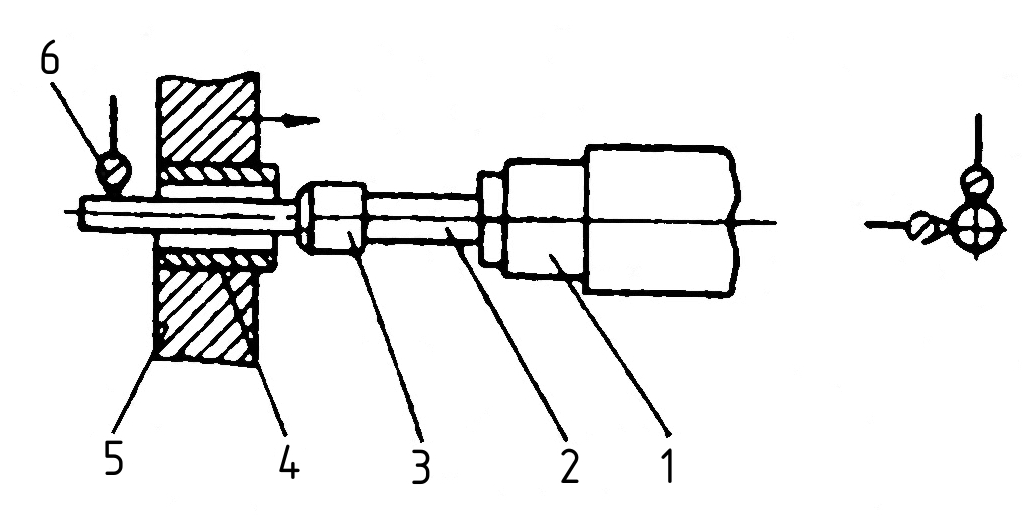
2.2.8. Соосность оси отверстия подшипника, поддерживающего конец оправки фрезы, с осью конического отверстия шпинделя фрезы.
| Контрольную оправку 2 плотно вставляют в коническое отверстие шпинделя фрезы 1. В отверстие контрподдержки 5 вставляют тщательно пригнанную втулку 4. Контрподдержку надвигают на измерительную оправку до полного контакта поверхности втулки и посадочной части 3 оправки, пока ее свободный конец не выйдет из подшипника контрподдержки, и закрепляют контрподдержку в этом положении на суппорте. На неподвижной части станка закрепляют измерительный прибор 6 так, чтобы его измерительный наконечник касался цилиндрической рабочей поверхности свободного конца оправки у торца контрподдержки и был направлен к ее оси перпендикулярно к образующей. Измерение производят при закрепленной контр поддержке в двух взаимно перпендикулярных плоскостях до надвигания втулки на оправку и после надвигания ее на длину втулки. Отклонение в каждой плоскости определяют как полуразность показаний измерительного прибора до и после надвигания и закрепления контрподдержки. Проверку следует производить в среднем положении шпинделя фрезы, а суппорт должен быть в горизонтальном положении. |
20 | |
2.2.9 Параллельность траектории перемещения салазок тангенциального суппорта оси шпинделя фрезы на длине L=180 мм: а) в вертикальной плоскости; б) в горизонтальной плоскости.
| В отверстие шпинделя 2 фрезы плотно вставляют контрольную оправку 3. Измерительный прибор 4 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен к ней в полости измерения. Салазки 1 перемещают по направляющим суппорта на всю длину хода. Измерения производят в двух взаимно перпендикулярных плоскостях. Для исключения из результатов измерения отклонения от соосности оси оправки и проверяемой оси измерения производят два раза, для чего шпинделя при втором измерении поворачивают на 1800. Отклонение от параллельности траектории в каждом положении шпинделя равно наибольшей алгебраической разности показаний измерительного прибора. Отклонение от параллельности траектории в каждой плоскости равно алгебраической полусумме двух наибольший алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя на 1800) на длине хода тангенциального суппорта. |
а)20
б)20
| |
2.2.10. Соосность оси отверстия подшипника контрподдержки оправки изделия с осью стола а) в крайнем нижнем положении контрподдержки; б) в крайнем верхнем положении контрподдержки.
| Контрольной оправки 3, плотно вставленной в отверстие контрподдержки 4, поддерживающей конец оправки под изделие, воспроизводят ось подшипника контрподдержки. Длину выступающей из контрподдержки части оправки принимают равной двум диаметрам отверстия контрподдержки. Измерительный прибор 2 укрепляют на столе 1 так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен к ней. Вращая стол, обкатывают два поперечных сечения контрольной оправки в плоскостях «а» и «б», соответствующих двум крайним рабочим положениям контрподдержки. В каждом сечении определяют наибольшую алгебраическую разность показаний измерительного прибора. Отклонение от соосности определяют половиной наибольшего результата измерений. Для исключения из результатов измерения отклонения от соосности центрирующей и контрольной частей оправки измерение производят дважды. Перед вторым измерением контрольную оправку отсоединяют от контрподдержки, поворачивают на 1800 вокруг оси вращения стола и вновь устанавливают в контрподдержку. Отклонение от соосности каждого сечения равно полусумме результатов двух измерений. |
а) 16
б) 25 | |
Отправить запрос
В этой же категории
Зубофрезерные станки

Зубофрезерный станок 53А50
Диаметр обработки 500 мм.
Максимальный модуль 12
Управление классическое - ручное.

Зубофрезерный станок 53А80
Диаметр обработки 800 мм
Максимальный модуль 12
Управление классическое.

Зубофрезерный станок 53А11
Диаметр обработки 1250 мм
Максимальный модуль 16
Зубофрезерный станок 5К328А
На станке можно обрабатывать шестерни с максимальным диаметром до 1250 мм.
Максимальный модуль 16.
Станок с очень простым управлением.