Зуборезный станок 5С270П

Станок зуборезный модели 5С270П предназначен для чистового и чернового нарезания конических и гипоидных колес с круговыми зубьями как в условиях крупносерийного, так и единичного производства в различных отраслях машиностроения. Класс точности станка – «Н» по особому заказу - П

| Наибольший диаметр обрабатываемых зубчатых колес, мм: | 500 |
| Наибольший средний нормальный модуль обрабатываемых зубчатых колес, мм: |
16 |
| Наибольшая внешняя высота зуба обрабатываемых зубчатых колес, мм: |
36 |
| Наибольшее среднее конусное расстояние обрабатываемых зубчатых колес с углом наклона средней линии зуба 30° при обработке зуборезной головкой наибольшего диаметра, мм: |
360 |
| Наибольшая ширина зубчатого венца нарезаемых зубчатых колес, мм: |
125 |
| Число зубьев обрабатываемых зубчатых колес: | 5–150 |
| Наибольшее передаточное число нарезаемых зубчатых колес при угле между осями 90?: |
10:1 |
| Наименьший угол делительного конуса обрабатываемых зубчатых колес, град.: |
5 |
Угол установки бабки изделия, град. наибольший: наименьший: |
+90 +5 |
Расстояние от торца шпинделя бабки изделия до центра станка,мм наибольшее: при угле установки более 75° и нулевом положении оси поворота бабки изделия: наименьшее: при угле установки бабки изделия менее 15° при нулевом положении эксцентрикового барабана и оси поворота бабки изделия: |
600
500 135
265 |
Наибольшее гипоидное смещение, мм, не менее вверх: вниз: |
125 125 |
| Конец шпинделя бабки изделия по ГОСТ I7547-80, мм: | 153 |
Диаметр цилиндрического отверстия шпинделя бабки изделия на длине от торца шпинделя 630 мм: |
125 |
Наибольшее смещение оси поворота бабки изделия от нулевого положения (смещение скользящей базы), мм на люльку: от люльки: |
30 65 |
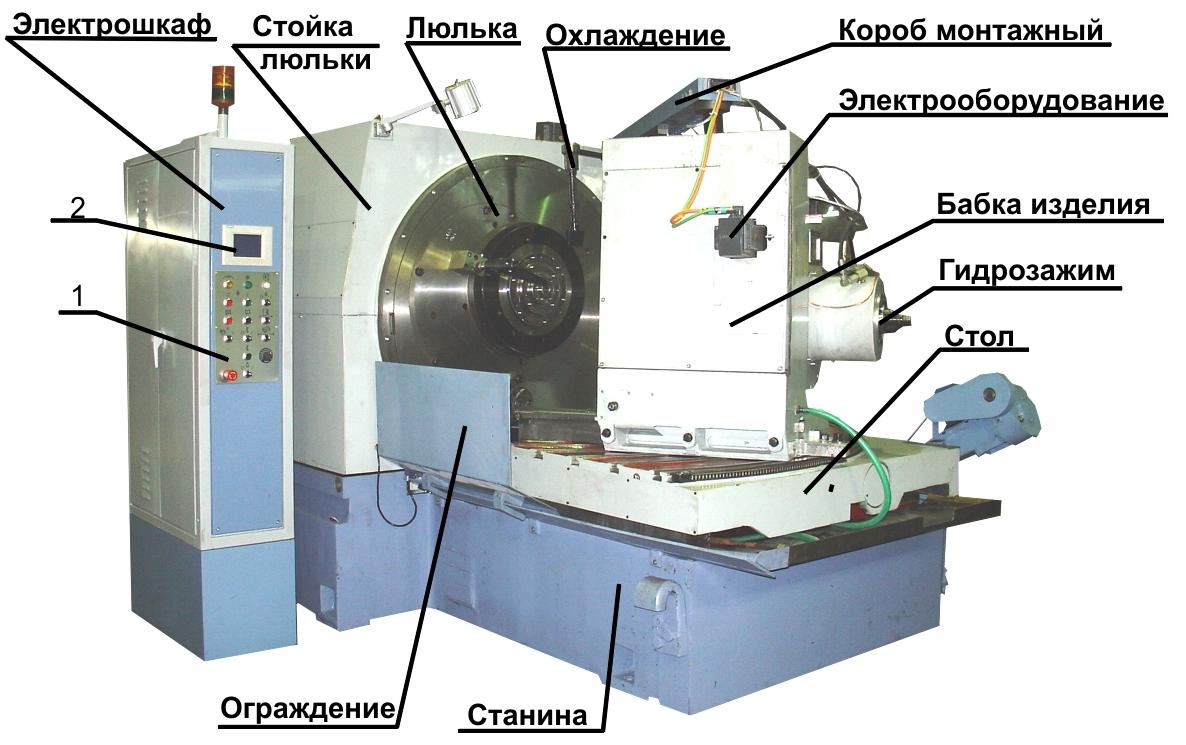
Описание отдельных узлов станка:
Люлька - зуборезный станок 5С270П
Люлька качается в направляющих стойки на роликах. В корпусе 1 смонтирован эксцентриковый барабан 5. В эксцентриковом барабане на прецизионных подшипниках установлен шпиндель 9. Поворотом эксцентрикового барабана за шестигранник 2 обеспечивается требуемое радиальное смещение зуборезной головки. Отсчет величины радиального смещения производится по нониусу 3 и шкале 4. Фиксация барабана осуществляется винтами 7. На переднем торце эксцентрикового барабана установлен кронштейн 6, на котором закреплен калибр установки центра станка или штатив с индикатором для выверки режущего инструмента.
На шпиндель посажено зубчатое колесо 10, которое сцепляется с шестерней маховичка, вставляемого в гнезда 8. Этим маховичком приводят во вращение инструментальный шпиндель при выверке зуборезной головки.
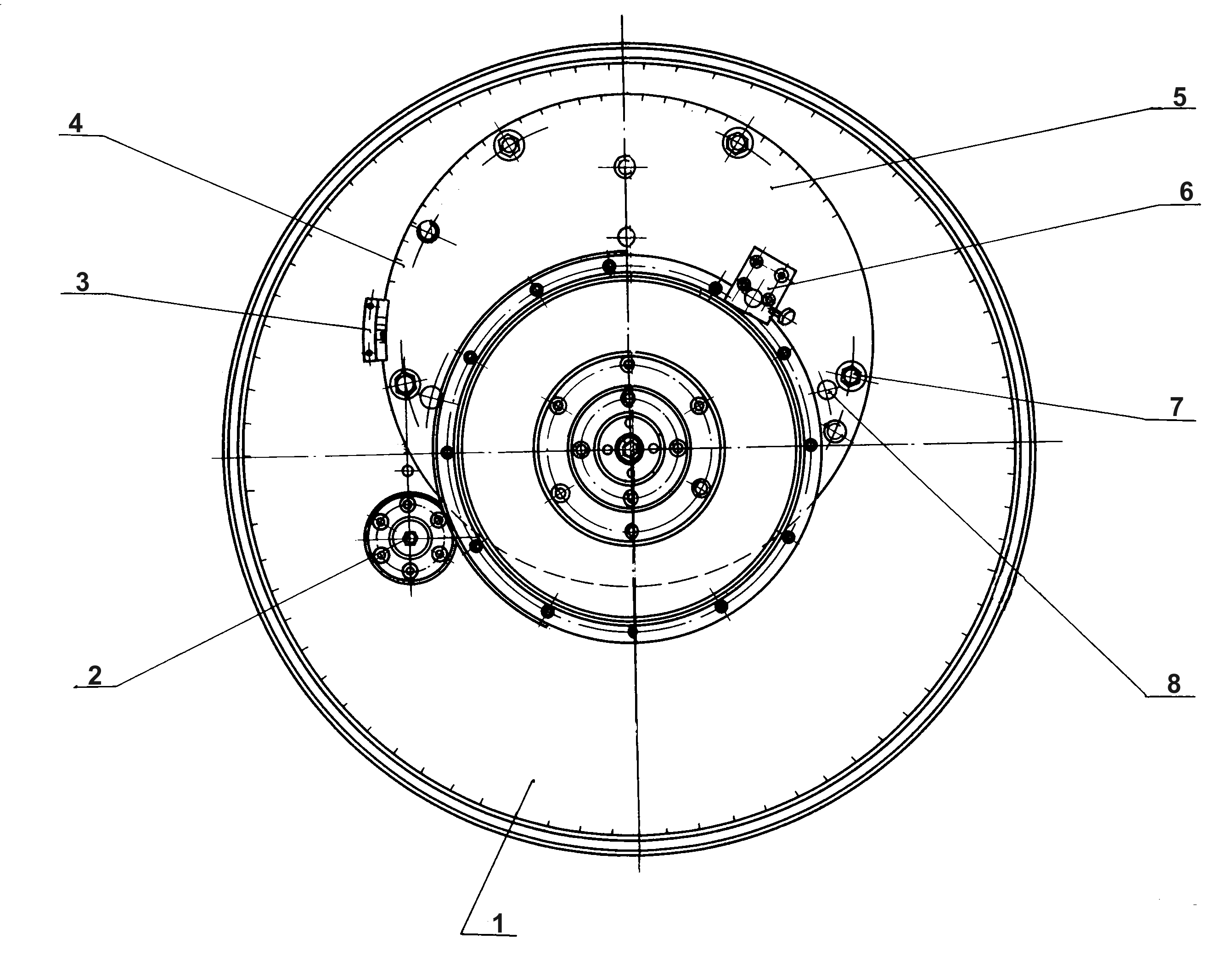
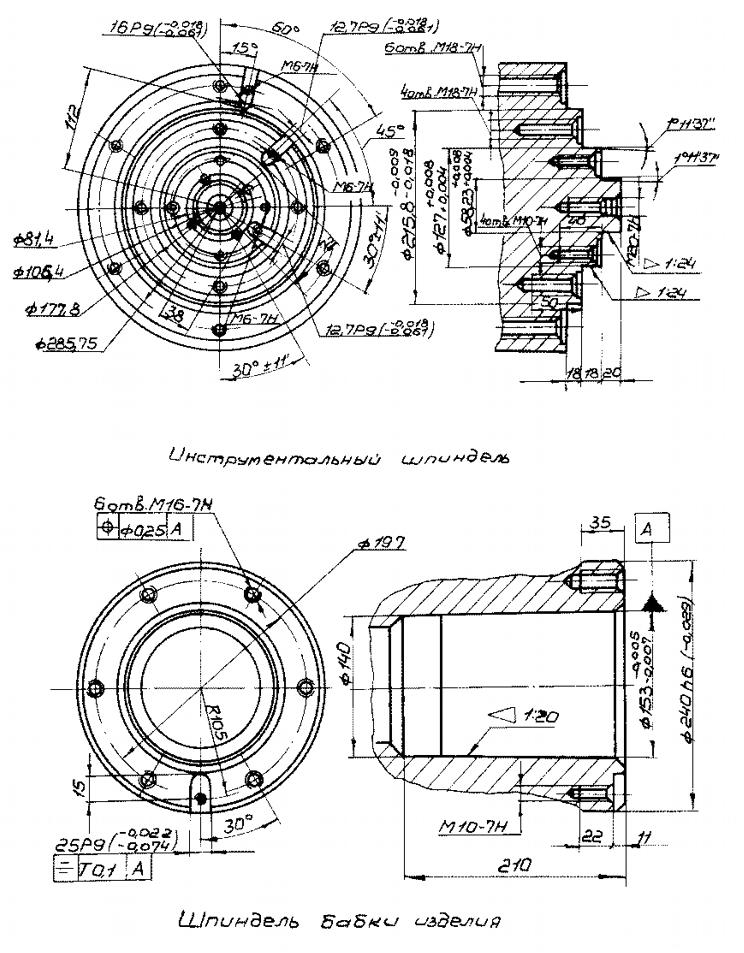
Люлька. Вид на передний торец.
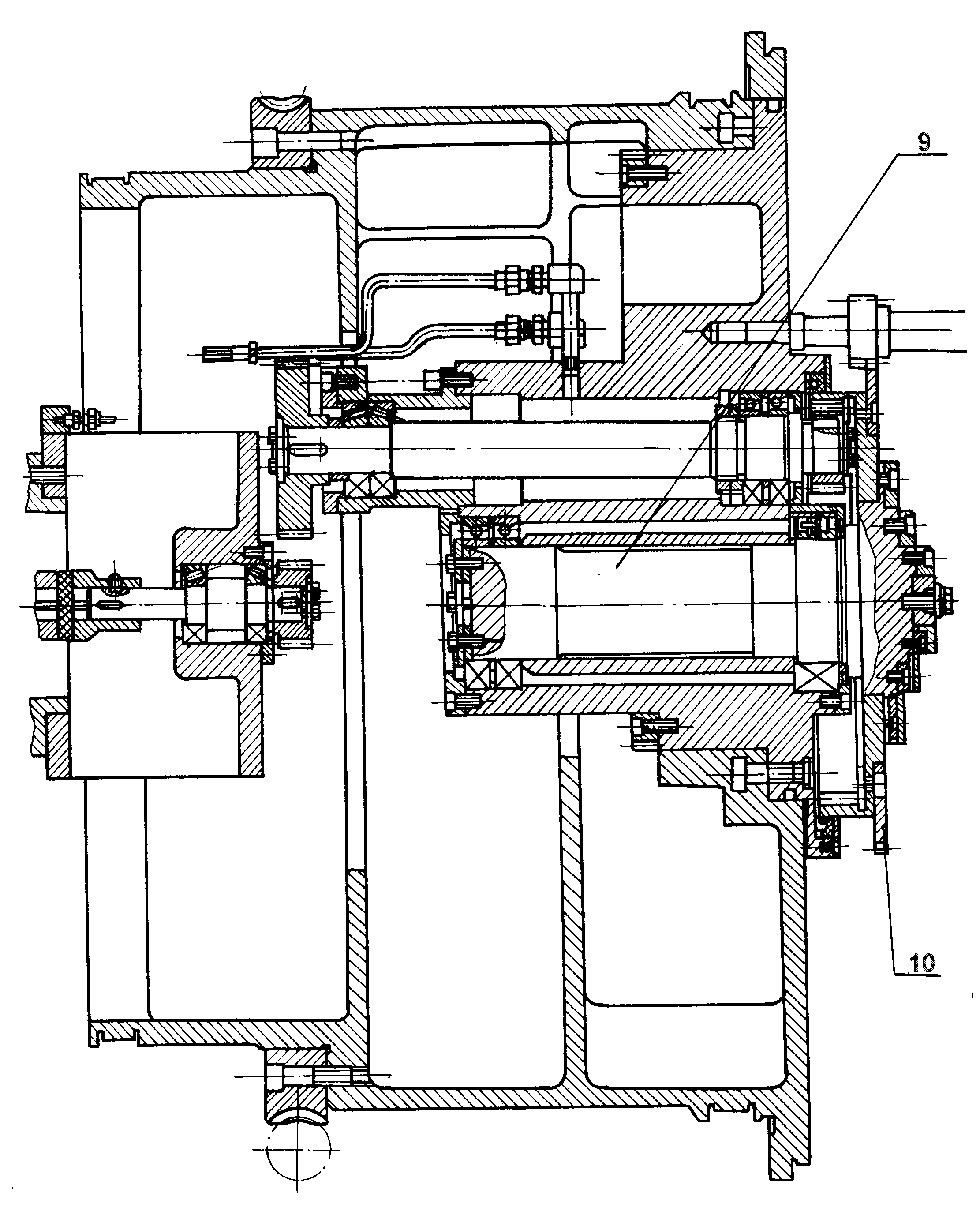
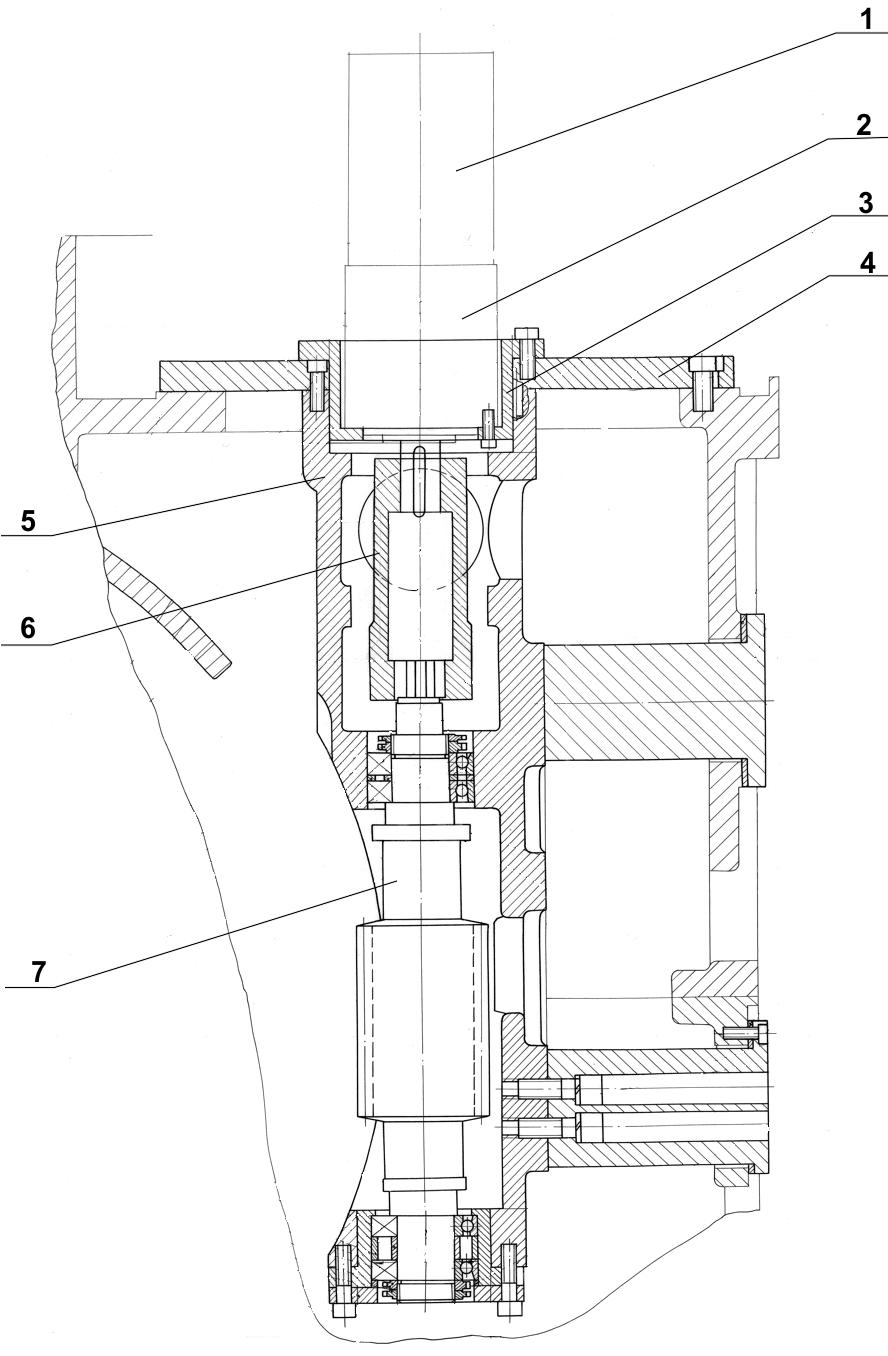
Инструментальный шпиндель в разрезе.
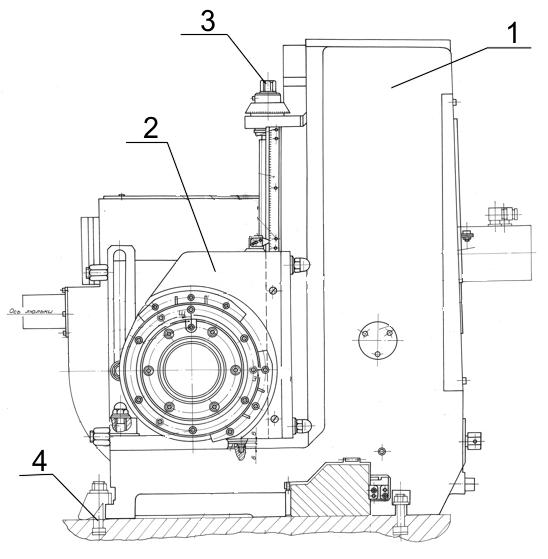
Бабка изделия - зуборезный станок 5С270П
Бабка изделия содержит стойку 1 (рисунок 6-6) и гипоидную головку 2 (рисунок 6-6), несущую шпиндель 3 (рисунок 6-7) изделия. Гипоидная головка имеет возможность перемещения вверх и вниз по вертикальным направляющим стойки с помощью винта 3 (рисунок 6-6). Шпиндель 3 изделия смонтирован на высокоточных подшипниках. На заднем торце шпинделя установлен гидрозажим заготовки.
Бабка изделия закреплена на столе болтами 6, введенными в круговые Т-образные пазы. Угловую установку бабки производят с помощью поворотной шпонки стола, пригнанной в паз стойки. Для осевой установки бабку перемещают вдоль шпонки.
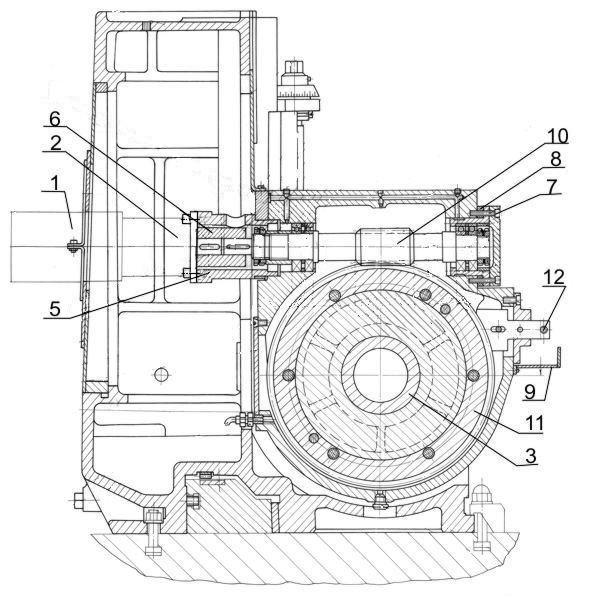
Привод шпинделя изделия закреплен на гипоидной головке. Электродвигатель 1 (рисунок 6-7) вместе с редуктором 2 и фланцем 4 крепится к корпусу гипоидной головки через стакан 5. Внутри стакана расположена разрезная муфта 6, которая беззазорно соединяет выходной вал редуктора с червяком 10, передающим вращение червячному колесу 11, установленному на шпинделе изделия.
Привод люльки - станок 5С270П
Привод люльки установлен на крышке стойки люльки. Электродвигатель 1 вместе с редуктором 2 и стаканом 3 установлен в корпусе червяка 5 и закреплен на плите 4. Выходной вал редуктора соединен беззазорно с червяком 7 люльки разрезной муфтой, расположенной внутри корпуса червяка.
Бабка изделия.
Привод стола
Привод стола установлен в расточках стойки люльки и закреплен на ее заднем торце. Электродвигатель 1 вместе с редуктором 2 через фланец 3 крепится к стакану 4, установленному в расточке стойки люльки. Внутри стакана 4 расположена разрезная муфта 5, беззазорно соединяющая выходной вал редуктора с винтом шарико-винтовой передачи 8. Гайка шарико-винтовой передачи 8 соединена с гильзой 7, подвижно установленной в расточке передней стенки стойки люльки и связанной со столом системой фланцев и вкладышей 9.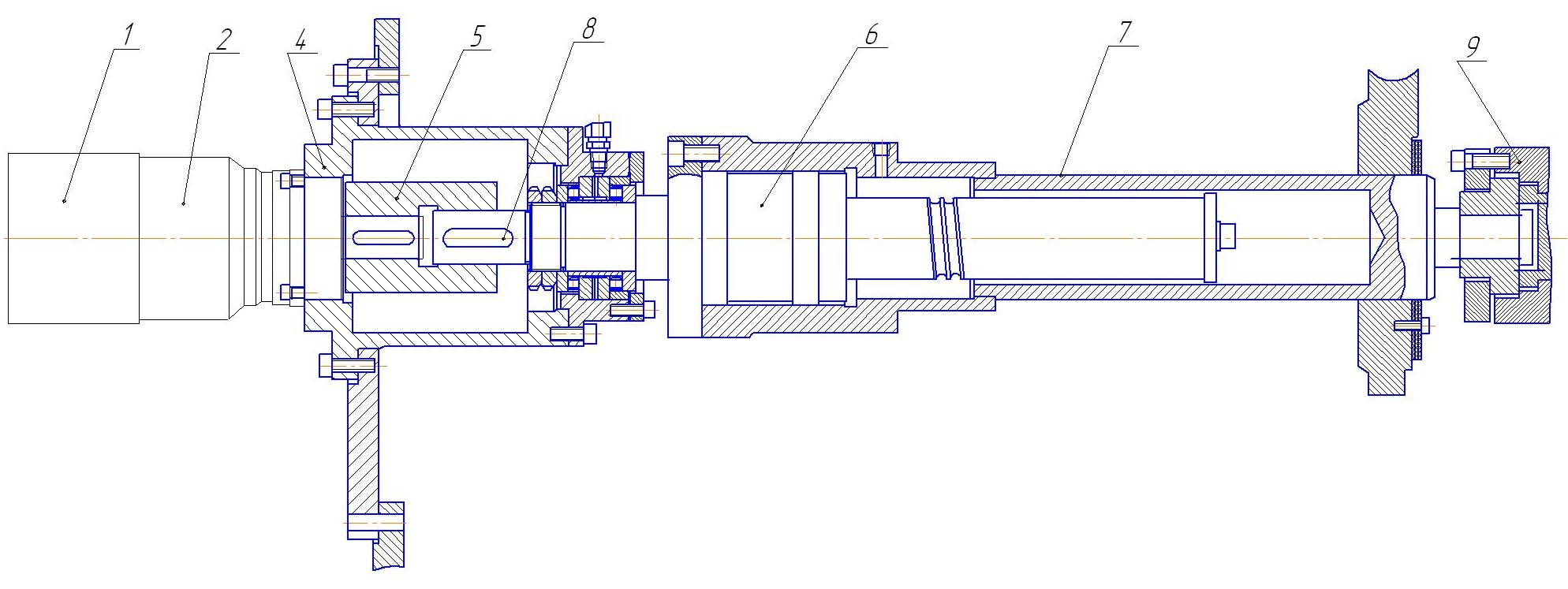
Транспортер шнековый
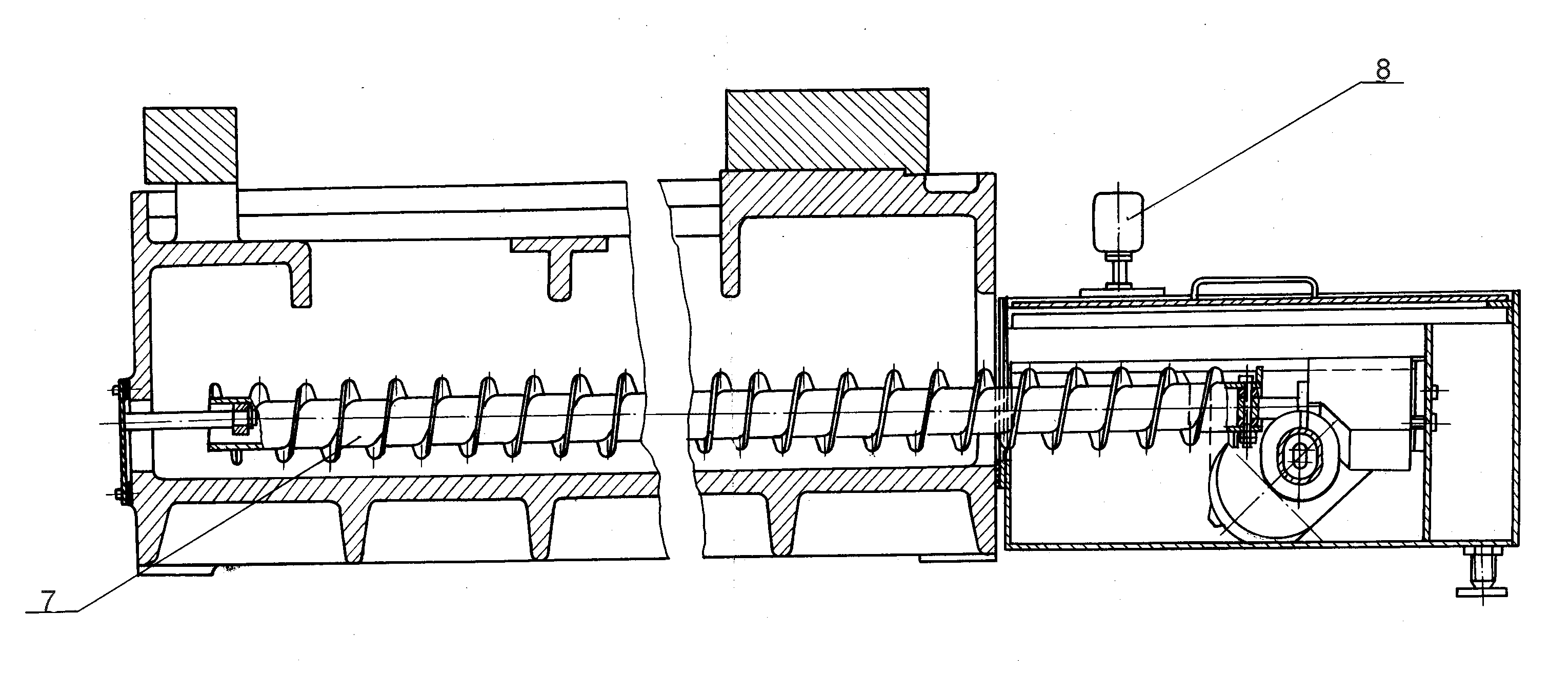
Для транспортирования стружки из зоны резания за пределы станка и отделения масла от стружки применен двухшнековый транспортер.
Электродвигатель 2 через клиноременную и червячную передачи приводит во вращение наклонный шнек 3, который перемещает по желобу 6 стружку, поступающую из отстойника 5, далее через редуктор 4 вращение передается горизонтальному шнеку 7, который перемещает стружку из зоны резания в отстойник 5. Стружка при транспортировании попадает в "сухую" зону шнека и далее свободно падает в специальный ящик 1, а стекающее со стружки масло сливается по желобу 6 в отстойник. Из отстойника масло переливается через стенку и, таким образом, поступает в камеру насоса.
Ограждение
Для безопасности обслуживания станка и недопущения разбрызгивания охлаждающей жидкости зону резания закрывают подвижным ограждением,. При наладке ограждение сдвигается назад и обеспечивается доступ к рабочей зоне. Пуск цикла при открытом ограждении блокируется.
Режущий инструмент
Режущим инструментом являются зуборезные головки с торцовым расположением резцов. Для станка данной модели используют головки шести номинальных диаметров от 160 до 500 мм. Возможно также применение головок от 7,5" до 18".
В зависимости от вида обработки используют зуборезные головки для чернового и чистового нарезания. Черновые головки изготавливают двух типов: двухсторонние и трехсторонние, а чистовые – трех типов: двухсторонние, односторонние с наружными резцами и односторонние с внутренними резцами.
При черновом нарезании зубчатых колес методом врезания, особенно с максимальными диаметрами и модулями, рекомендуется использовать трехсторонние головки.
Для достижения высокой точности чистового нарезания рекомендуется применять головки с увеличенным числом резцов.
Отправить запрос
В этой же категории
Зуборезные станки

Зуборезный станок 5С280П
Станок предназначен для чистовой и черновой обработки конических зубчатых колес с круговой линией зубьев, диаметром до 800 мм и модулем до 16 мм. Кроме того, на нем можно обрабатывать гипоидные зубчатые колеса.

Станок зубофрезерный для конических колес 5С267П
Максимальный диаметр обработки 320 мм
Максимальный обрабатываемый модуль 8
Станок может поставляться как универсальный так и с ЧПУ.
подходит для серийного производства конических колес