Токарно-карусельный станок с ЧПУ 1512Ф3

Одностоечные токарно-карусельные станки моделей 1512Ф3, оснащенные устройством ЧПУ, предназначены для токарной обработки разнообразных изделий из черных и цветных металлов.
Станок имеет один верхний суппорт с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции.
Устройство ЧПУ обеспечивает автоматическое управление по заданной программе верхним суппортом и коробкой скоростей привода главного движения.
На станке можно производить следующие операции:
• Обтачивание и растачивание поверхностей с криволинейными и прямолинейными образующими:
• протачивание плоских торцевых поверхностей;
• сверление, зенкерование и развертывание центральных отверстий:
• прорезание кольцевых канавок;
• нарезание различных резьб резцами.
Значительная мощность привода главного движения, высокая жесткость базовых деталей, достаточная прочность всех элементов кинематических цепей, широкие диапазоны регулирования частоты вращения планшайбы и величин подач суппорта в сочетании с автоматическим управлением позволяют осуществлять на станке высокопроизводительную обработку деталей сложной конфигурации, с поверхностями, имеющими точные размеры.
 |  |
Основные технические характеристики:
| Наибольший диаметр обрабатываемого изделия, мм: | 1200 | |
| Наибольшая высота обрабатываемого изделия, мм: | 1000 | |
| Наибольший вес обрабатываемого изделия, кг: | При числе оборотов планшайбы в мин: | |
| до 125 | до 200 | |
| 6000 | 2000 | |
| Диаметр планшайбы, мм | 1100 | |
| Мощность гл. электродвигателя, кВт | 55 | |
| Габариты станка без около станочного оборудования | 4150х3960х5615 | |
| ( длина х ширина х высота), мм | ||
| Масса станка, кг | 16000 | |
Комплект поставки:
1. Станок токарно-карусельный мод. 1512Ф3 - 1 шт
2. Кулачки – 4 шт
3. Клиновые опоры – 1 компл
4. Комплект оправок – 3 шт
5. Управляющие программы: Обработка центрального отверстия ступицы железнодорожного колеса (вагонного) с одной установки одной оправкой с двумя резцами для черновой и чистовой расточки.
Управление:
- Система ЧПУ Балт-Систем НЦ230
- Система ЧПУ Фанук
- Система ОСУ (Оперативная система управления)
В любой из систем управления, реализовано ручное управление станком с помощью рабочего креста и задания скорости подачи. Реализована постоянная скорость резания и режим расширинной диагностики станком.
 |  |  |
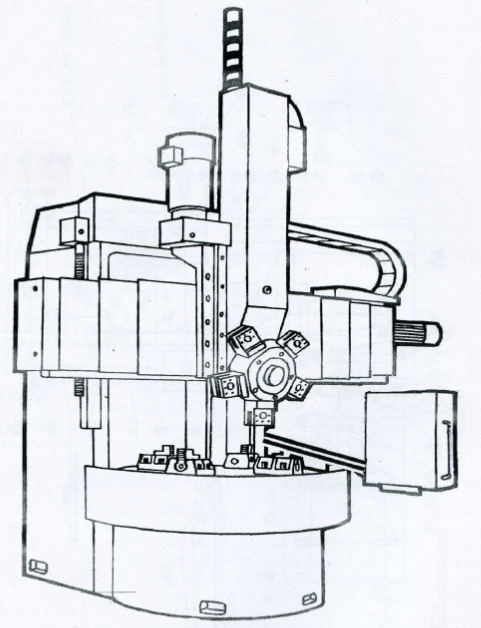
Схема расположения составных частей станка
 | Станина Редуктор привода главного движения Стол Поперечина Механизм перемещения поперечины Суппорт верхний револьверный Редуктор привода горизонтальных подач суппорта Редуктор привода вертикальных подач суппорта Пульт управления с устройством ЧПУ |
Технические особенности:
Жесткая литая станина служит основанием, обеспечивающим правильное взаимное расположение узлов станка.
На лицевой стороне станины имеется привалочная плоскость для крепления стола и направляющие, по которым перемещается поперечина.
На верху станины устанавливается механизм перемещения поперечины.
Внутри станины с задней стороны устанавливается редуктор привода главного движения. Нижняя внутренняя полость станины служит резервуаром для масла.
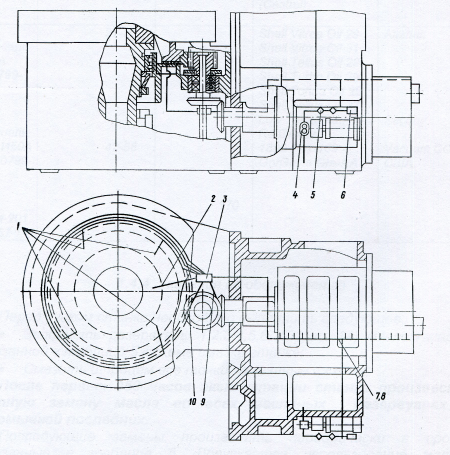
Для обеспечения плавности работы при значительной быстроходности станков зубчатые колеса привода планшайбы делаются косозубыми, а конические шестерни - с круговым зубом.
Планшайба представляет собой полый диск с рядом внутренних радиальных и кольцевых ребер.
Для точной установки по центру планшайбы деталей или установочных приспособлений в планшайбе расточено центрирующее отверстие, предохраняемое от забоин специальной заглушкой
Для восприятия вертикальных усилий от массы обрабатываемых заготовок и планшайбы, а также от вертикальных составляющих сил резания служат плоские кольцевые направляющие с текстолитовыми накладками.
Шпиндель, жестко связанный с планшайбой, имеет в качестве опор двухрядные роликовые подшипники с коническим посадочным отверстием внутреннего кольца. Эти подшипники обладают такими качествами, как высокая точность, долговечность, жесткость, малый коэффициент трения, возможность регулирования радиального зазора, позволяющая доводить его до очень малых величин или даже создавать натяг, что обеспечивает необходимую точность и плавность вращения планшайбы.
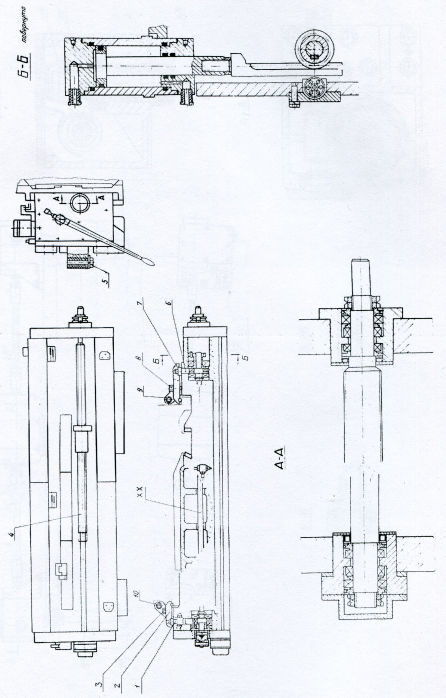
Поперечина размещается на вертикальных направляющих станины. Корпус поперечины представляет собой жесткую чугунную отливку.
Спереди корпус имеет горизонтальные прямоугольные накладные стальные закаленные направляющие, по которым перемещается верхний револьверный суппорт.
Между горизонтальными направляющими в нише размещен ходовой винт передачи «винт-гайка качения» и оптико- электронная линейка оси X. На торцах поперечины закреплены плиты, к которым крепятся опоры ходового винта.
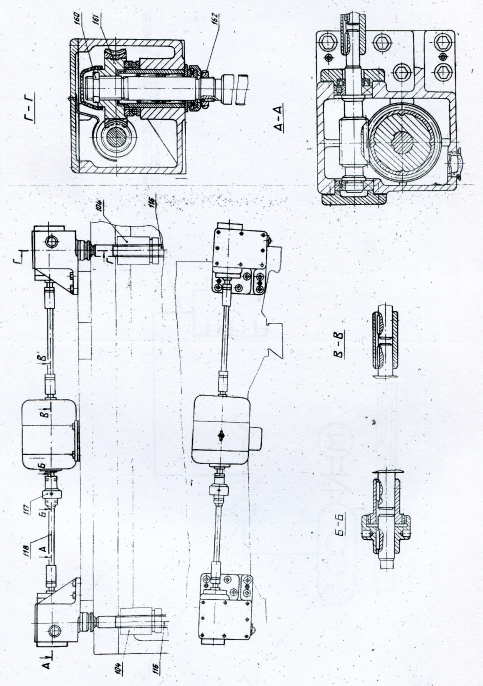
Вертикальные установочные перемещения поперечины осуществляется механизмом, установленным на верхней плоскости станины. Перемещения поперечины ограничены концевыми выключателями. Механизм перемещения поперечины состоит из двух червяных редукторов, приводимых реверсивным электродвигателем.
| Общий вид поперечины | Механизм перемещения поперечины |
 |  |
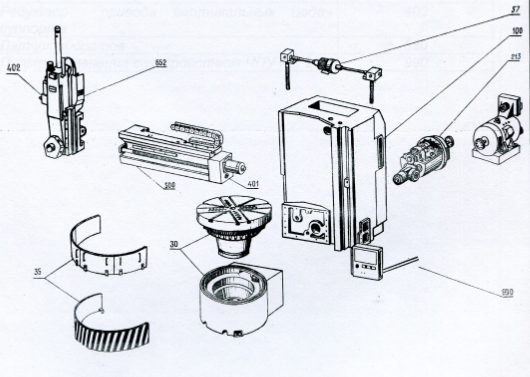
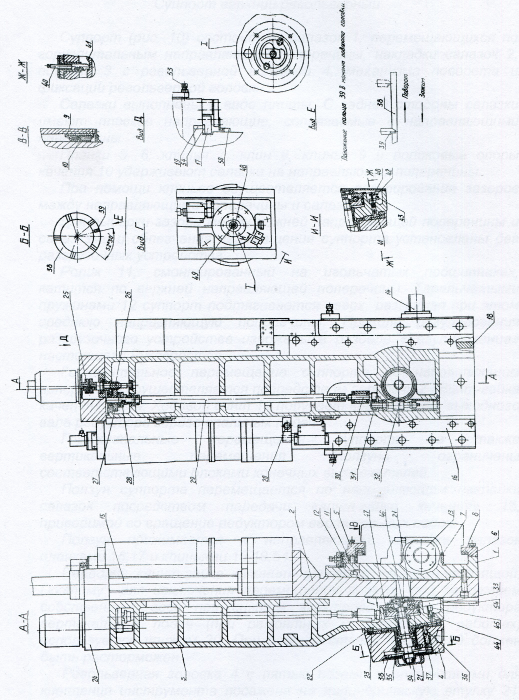
Суппорт верхний револьверный 1512Ф3Суппорт состоит из салазок 1, перемещающихся по горизонтальным направляющим поперечины, накладки салазок 2, ползуна 3 с револьверной головкой 4, механизма поворота и фиксации револьверной головки. Салазки выполнены в виде плиты. С задней стороны салазки имеют плоские направляющие, сопрягаемые с направляющими поперечины. Планки 5, 6; клинья 7, клин 8, клинья 9 и роликовые опоры качения 10 удерживают салазки на направляющих поперечины. При помощи клиньев осуществляется регулирование зазоров между направляющими поперечины и салазок. Для выборки зазора между нижней направляющей поперечины и салазками и облегчения перемещения суппорта установлены два разгрузочных устройства. Ролик 11, смонтированный на игольчатых подшипниках, катится по верхней направляющей поперечины. Тарельчатыми пружинами 12 суппорт подтягивается вверх, разгружая при этом среднюю направляющую поперечины. Правила регулирования разгрузочного устройства изложены в разделе «Регулирование» Горизонтальное перемещение суппорта по направляющим поперечины осуществляется посредством передачи 2 «Винт-гайка качения» 13,14. Ходовой винт 14 получает вращение от выходного вала редуктора горизонтальных подач. Горизонтальные перемещения суппорта, а также вертикальные перемещения ползуна ограничены соответствующими блоками конечных выключателей. Ползун суппорта перемещается по направляющим накладки салазок посредством передачи «винт-гайка качения» 15, приводимой во вращение редуктором вертикальных подач. Ползун прижимается к направляющим накладки салазок планками 16,17 и клиньями 18,19,54. Передача «винт-гайка качения» является несамотормозящей. | Схема смазки стола 1512Ф3Коробка скоростей и стол имеет циркуляционную систему смазки. Резервуаром для масла служит нижняя внутренняя полость станины. Из резервуара масло шестеренным насосом подается через фильтр по маслопроводу в коробку скоростей, в стол и под круговые направляющие планшайбы. Контроль давления в системе осуществляется с помощью нормально открытых контактов, реле давления и визуально по манометру. При недостаточном поступлении масла в коробку скоростей и под направлявшие планшайбы на подвесном пульте управления начинает мигать сигнальная лампочка красного цвета «Смазки нет». Одновременно с этим автоматически останавливается планшайба. Смазка поперечины и верхнего суппорта производится от централизованной импульсной смазочной системы. В состав централизованной импульсной смазочной системы входит смазочная станция с насосом, панель с гидрораспределителями, последовательные однолинейные питатели со штоком- Смазочные системы включаются при включении электропитания станка и при движении узла через определенный интервал времени, а поперечины - при ее перемещениях. |
 |  |
Варианты исполнения
Станок 1512Ф3 с кабинетной защитой и стружкоуборникомСтанок оснащен защитой кабинетного типа с полностью изолированной зоной резания, способной принять большое количество СОЖ. | Стандартное исполнение |
 |  |
Отправить запрос
В этой же категории
Токарно-карусельные станки

Одностоечный токарно-карусельный станок 1516Ф3
Максимальный диаметр обработки 1600мм, на станке установлена комплектная Система ЧПУ фирмы Fanuc i0TD

Токарно-карусельный станок с ЧПУ 1516Ф3
Станок оснащен защитой кабинетного типа с полностью изолированной зоной резания, способной принять большое количество СОЖ и стружкоуборником.
На станке установлена система ЧПУ фирмы Балт-Систем НЦ 230, которая позволяет производить силовую контурную обработку деталей.
Максимальный обрабатываемый диаметр изделия 1600 мм.

Токарно-карусельный станок с ЧПУ 1525Ф3
Станок позволяет обрабатывать заготовки диаметром до 2500мм. Система ЧПУ позволяет автоматизировать процесс обработки.

Токарно-карусельный станок с ЧПУ 1525Ф3
Станок оснащен кабинетной защитой и современной системой ЧПУ. Станок способен обработать деталь с максимальным диаметром до 2500 мм. и высотой обработки 1600мм.

Токарно-карусельный станок 1Л532
Макс. диаметр обработки 3200 мм
Высота обработки 1600 мм
Управление классическое.

Тяжелый токарно-карусельный станок 1532Т
Максимальный диаметр обработки 3200мм.
Максимальная высота обрабатываемого изделия 2000.

Тяжелый токарно-карусельный станок 1540 Т
Индекс Т - Тяжелый.
Диаметр обработки до 4000мм.
Высота обработки до 2500мм.
Вес изделия может достигать 100тн.